

The number of additive technologies continues to grow. But each one requires attention to different details and nuances to make sure you get the most out of your chosen additive technology. Here are specific tips on designing for the HP Multi Jet Fusion 3D printer.
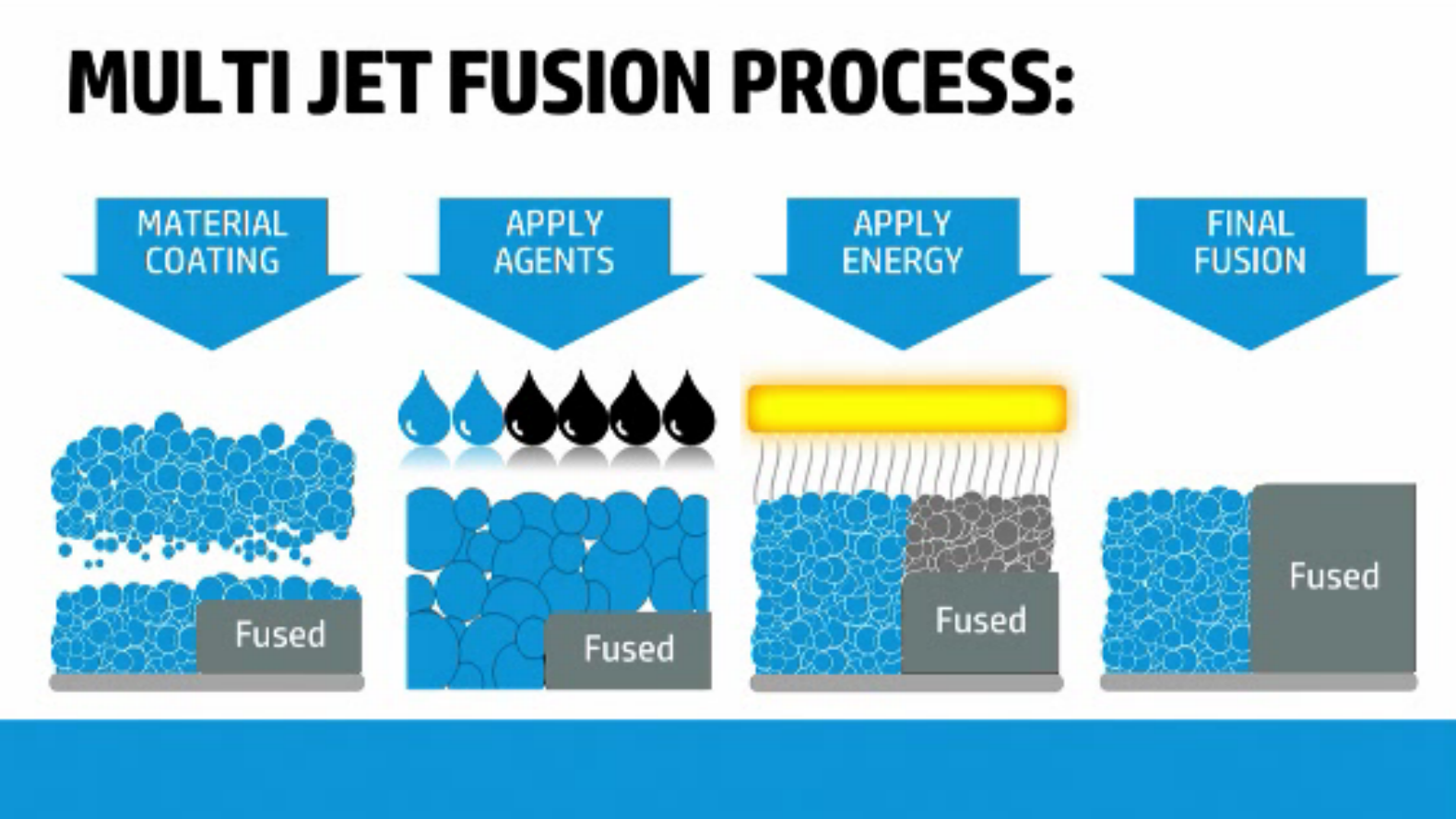
即使HP多喷射融合是一个逐层添加剂过程,HP还是利用其在Inks中的专业知识来制作不同类型的3D打印机。多喷融合打印机喷气机融合并从其印刷喷嘴中融合并详细介绍了代理,并添加红外加热以逐层粘合粉末材料。将熔断器定为选择性打印,在将颗粒融合在一起的地方。细节代理被选择性打印以减少或放大保险丝代理。这些额外的化学物质有助于打印机建造高强度,几乎相同的零件。
这些转换代理使设计人员能够在HP所谓的“体素水平”上控制零件属性。HP Voxel是一个单独寻址的音量元素。属性设计人员可以控制这里包括:
- 维度准确性和细节
–Surface roughness, texture and friction coefficient
–Tensile strength, elasticity, hardness and other material properties
–Electrical and thermal conductivity
Design considerations
在设计多喷气融合3D打印机时,您可以像其他粉末床融合过程一样设计,除了以下内容:
- Fine特征分辨率为0.02英寸。任何较小的东西都会打印出来,但可能不会完全致密或符合指定的材料属性。
–Materials – These include HP 3D High Reusability PA 11 and PA 12, HP 3D High Reusability PA 12 Glass Beads and HP 3D High Reusability CB PA 12 and BASF Ultrasint 3D TPU01 and VESTOSINT 3D Z2773 PA 12

–Color – The HP 3D High Reusability CB PA 12 comes in a range of colors for the HP Jet Fusion 500/300 series of printers. Most Multi Jet Fusion parts are built in a shade of black or grey due to the black fusing agent. However, parts can be painted or texturized with color and the HP Jet Fusion 500/300 build in full color with transforming agents.
- 零件的平均表面表面饰面为125至250个微型RA。表面可以手持或滚动,以使其更平滑。
–Part size – The build envelope for the Multi Jet Fusion machine is 16 in. x 12 in. x 16 in. Consider the maximum part size to be 14.96 in. x 11.25 in. x 14.96 in. to add a buffer around parts for the printing agents.
–Wall thickness – Nylon materials, like any thermoplastic, shrink as they solidify. Very thick walls can accumulate heat and cause spot shrinkage in dense areas with an accumulation of material, resulting in geometric deformations. Therefore, walls should be at least 0.02 in. to 0.12 in. (0.5 to 3.0 mm). Thinner walls can be inaccuracte and deform due to non-uniform in-process shrinkage. One way to deal with the need for thin walls is to consider adding ribs or fillets to reinforce the part.
–Orientation – Parts built with Multi Jet Fusion have higher isotropic characteristics; they are nearly as strong in the Z orientation as they are in the XY orientation. However, if a part needs a high level of detail, accuracy or strength, a few orientation adjustments are needed. If your application requires a smooth surface finish, place visible features in the XY plane rather than the Z direction to avoid a stair-stepping effect. Place parts face down toward the build platform for a smoother surface finish on that side. Position pins and clips horizontally whenever possible.
–Typical tolerances for Multi Jet Fusion parts are ± 0.010 in. (0.25 mm) or ± 0.001 in./in. (0.025 mm/25.4 mm). The minimum printable font size for embossed or debossed lettering is 6-point.

提交以下:3D打印•添加剂制造•立体光刻




告诉我们你的想法!