

Pat Phillips•产品经理•流体动力与机械产品•自动化
遵循这些设计规则将确保机器自动化应用的成功。
在自动化设备中,气缸是夹紧、定位和转移零件的常用方法。它们还提供了实现机械运动和零件固定的最简单方法之一(图1)。然而,在设计和应用气动执行器和气缸以及空气制备装置(如过滤器、调节器和润滑器)时,会出现一些常见问题。

设计问题
大多数气动系统问题都是由于试图使气缸和相关压缩空气系统组件做一些超出硬件设计参数的事情而引起的。表1列出了一些主要的气动系统设计错误,并在下面进行说明。
低或变化的气压会对最终产品和整个机器序列产生负面影响。这通常是由于空气压缩机容量不足造成的,也可能是由于工厂供气管道尺寸过小造成的。
由于涉及空气驱动电机和机器的操作问题,其他低气压问题也会突然出现。例如,一家制造工厂的设施在白班结束时气压偏低,导致其中一台机器由于气动驱动系统气压偏低而故障。问题是附近的大量空气消耗,即在每天结束时使用吹枪清洁机器。
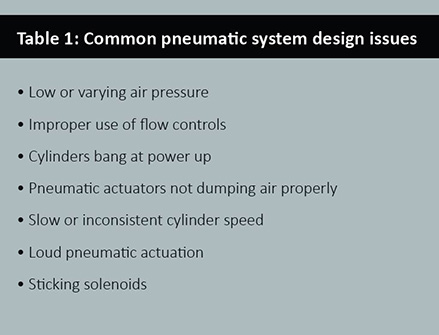 流量控制的缺乏或使用不当也会导致气动系统问题。如果没有流量控制,气缸可能移动过快,最终损坏气缸本身和/或周围的模具。如果存在流量控制,但应用太大力,气缸可能移动太慢,以适应所需的高速操作。
流量控制的缺乏或使用不当也会导致气动系统问题。如果没有流量控制,气缸可能移动过快,最终损坏气缸本身和/或周围的模具。如果存在流量控制,但应用太大力,气缸可能移动太慢,以适应所需的高速操作。
流量控制位置不佳也可能导致气缸速度控制不佳,例如,操作人员太容易改变流量。这类似于让每个人都能使用恒温器来调节建筑温度,这从来都不是一个好主意。如果操作人员为了一个目的调整气流,他或她可能不知道这将干扰其他机器操作,例如防止零件从巢中跳出来。
当空气关闭时,如果负载将气缸移动到缩回位置,气缸可能会在气动系统通电时砰砰作响。气动系统上电后,空气可能涌入,导致突然和可能危险的操作。
另一个常见的气动设计问题是气缸速度慢或不一致,这可能导致行程不一致。这有时是由低压或气缸尺寸过小引起的。另一方面,一个超大的气缸可能行程太慢,因为它需要大的气流。尺寸过小的阀门和油管也会限制气流,导致气缸行程缓慢或不稳定。
响亮的气动驱动通常是由缺乏流量控制或行程结束缓冲造成的,电磁阀组的排气只是增加了噪音。电磁阀也可能由于污染而卡住,来自空气供应的水可能阻塞小阀门通道。
控制气动气流
对于确定的每个问题,都有特定的解决方案和设计指南来解决该问题。虽然气缸的应用可以像确定所需的力和速度一样简单,但机械气缸的配置和相关的气动硬件也必须正确指定和安装。气动系统的设计指南列在表2中,详细内容如下。
开始气动设计实践的一个好地方是确保足够的工厂空气供应压力。一致的工厂空气压力和适当的流量允许气动装置按设计运行。
一旦建立了一致和正确的气动系统气压和流量,在每个使用点,工厂的供气应连接到手动、可锁定的泄气阀。这种锁定、标记功能对于隔离一台机器(或大型机器的一个模块)进行转换、维护或工具更改非常重要。
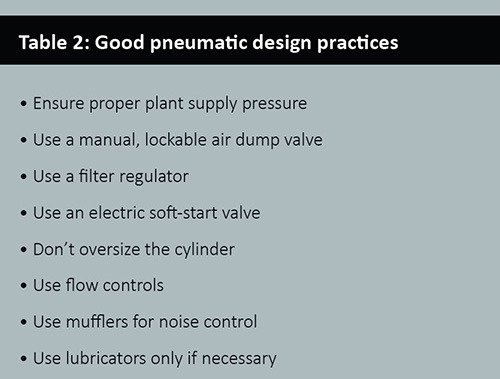 在排气阀上应该安装一个过滤器调节器。过滤器可以去除灰尘颗粒和水,这些颗粒和水会导致气动系统组件的磨损和运行问题。调节器需要在使用点节流到设计空气压力,通常为60至90 psi,因为工厂的空气供应通常较高,约为100至130 psi。在设计压力下操作,而不是工厂压力,将减少气动元件的磨损。
在排气阀上应该安装一个过滤器调节器。过滤器可以去除灰尘颗粒和水,这些颗粒和水会导致气动系统组件的磨损和运行问题。调节器需要在使用点节流到设计空气压力,通常为60至90 psi,因为工厂的空气供应通常较高,约为100至130 psi。在设计压力下操作,而不是工厂压力,将减少气动元件的磨损。
调节阀下游的电动软启动阀允许空气压力在启动时逐渐增加,防止在启动时突然砰砰作响。如果使用4通2位阀,这一点尤其重要,因为2位阀芯在断电和空气排出后仍保持其位置。
当动力和空气重新应用时,空气将返回气缸。如果所有的空气都被耗尽,那么气缸的另一侧就没有空气可用了。这使得带有流量控制的速度控制失去了功能。气缸不受控制的速度可能导致高速冲程,通常以砰的一声结束。当正确地应用软启动阀时,机器通常会在通电时缓慢而平稳地返回其初始位置。
为避免操作人员或维修人员受伤,在机器维护或更换过程中,必须将所有空气从气瓶中排出,并且必须将气动供应锁住并标记出来。
圆柱体的大小应该适合应用。认为越大越好是错误的,因为在很多情况下,超大的圆筒不会改善机器操作。一个比要求大得多的钢瓶,因为它的成本更高,所以在一开始就在浪费钱,之后的每一天,因为它消耗更多的空气。
即使气缸的尺寸合适,它也可能冲程太快,需要使用流量控制,通常是通过控制离开气缸的空气流量。这也减少了由气缸敲击和减少快速排气球拍引起的噪音问题。这些流量控制器通常直接安装在钢瓶上,但也可以安装在钢瓶附近,如果阀门和钢瓶之间的软管长度小于3英尺,则可以安装在阀门上。
指定具有内置缓冲的气缸可以帮助在高速气动运动应用中提供长期性能。这些气垫可以使气缸高速行驶,只有在接近行程结束时才会减速,以实现安静、低冲击的停止。可调节的气动垫通常是最好的解决方案,由特殊设计的带有内置流量控制的端盖组成。消声器也可以用来消除气缸或阀门的排气噪音,它们通常是一种简单和低成本的解决方案。
润滑器应少量使用,仅在必要时使用。大多数现代气动元件从工厂润滑,不需要油。虽然对大多数气动设备来说不是必需的,但气动工具和其他设备上的气动马达总是需要一个润滑器。

空中管制行动
一个设计良好的气动应用开始于一致的空气压力,工厂的压缩空气系统连接到设备或机器。
气动取放是一种常见的气动应用。此功能的典型用途可能是将物品从一个传送带转移到另一个传送带。与使用伺服马达的更复杂的装置不同,气动装置只能重复一系列操作到硬停位置。虽然与伺服系统相比,灵活性有限,但气动单元的价格较低,而且实现和维护更简单。
该系统应以良好的空气准备装置启动,包括一个锁定排气量阀、一个空气过滤器、一个压力调节器和一个电动软启动阀(图2)。空气准备组件中的空气将进入一组电磁阀。
这种应用的一个很好的选择是一个5通,3位,中心排气阀。当按下紧急停止按钮时,应始终排出空气,释放所有可能导致操作人员被夹住的空气。使用一个5通3位阀门,中心关闭位置将空气倾倒到气缸的两侧。此外,重置紧急停止不会引起运动,直到循环开始按下。
一个带有两个24-Vdc螺线管的阀门控制每个气缸。每个阀门的关闭(中心)状态从气缸中排出空气。通电单个螺线管可延伸或缩回相应的气缸。有时为了保护模具,会在气缸上安装防跌落止回阀;这可用于防止气缸在倾倒空气时因重力而下落。但是,不要将空气困在操作员可能被挤压或压碎的地方。使用模块化气门组可以为系统提供一个公共排气口,排气口上的优质消声器可以降低噪音。
在取放应用中常用的气缸是导向杆或双杆气缸(图3)。这些气缸通常具有矩形体,在活塞杆末端有一个固定板,不允许负载旋转。一个基本的系统可能在X和Z方向上移动,带有某种类型的夹持器来拾取物品。增加第三个圆柱体可以沿着所有三个轴运动。
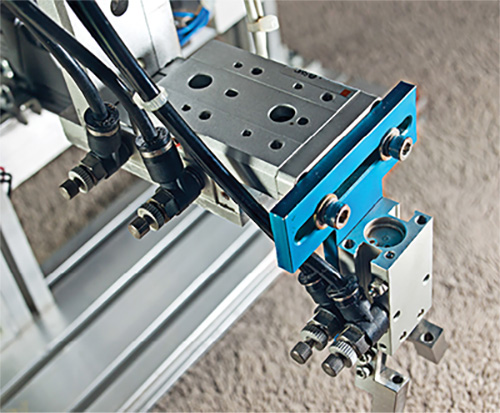
当钢瓶被集成到自动化设备和整个机器序列中,就像在取放应用中经常出现的情况一样,钢瓶速度对于正确的产品处理非常重要。大多数钢瓶都应该包括两个端口的流量控制,排气在离开钢瓶时进行调节,而不是供气。
气缸位置开关也非常有助于避免在前一个气缸行程完成之前开始一个气缸的行程。在这种情况和大多数情况下,应该避免使用计时器来控制序列而不是位置传感器。在自动排序过程中,一个气缸卡住或变慢可能导致机器崩溃,其成本远远高于购买、安装和编程冲程末端传感器的成本。
当涉及到气动系统设计时,要注意常见的问题,并确保正确地供应、准备和分配空气。如果应用得当,您的气动设备和执行器将具有很长的寿命,在使用过程中操作问题有限,所需的维护也最少。
AutomationDirect
automationdirectcom
![]()
了下:致动器,气动技巧,空气+风扇过滤器(机械)



