


精确的压力反馈确保工程插头正确安装。
汽车的自动变速器外壳是一种复杂的铸件,具有许多通道和通道的精密阀体。这些特征必须精确连接,以执行必要的控制功能。然而,并不总是可以强制转换所有的互连。一些外壳特征需要钻穿铸件的外壳(和一个或多个内部通道壁)使用交叉钻孔。这种钻井在外壳上留下一个洞,需要密封以防止流体流失。
更可控的交叉钻封方法
一家汽车制造商——监控系统供应商Promess的长期客户——使用Promess机电组装压力机(EMAP)将钢珠轴承压入交叉钻孔中以密封孔。虽然这种密封方法在以前的应用中是有效的,但在新的薄壁变速箱外壳上却失败了,导致外壳裂缝、泄漏率不可接受以及保修问题。
EMAP是一种用于监测和精确控制峰值力和最终位置的电动伺服压力机。然而,用户已经将压球应用程序编程为在特定的距离停止,所以只有距离被控制。球的尺寸、孔的直径和表面光洁度都没有严格的公差。因此,同样的力可以使球在洞内的很大范围内的位置。这种变化是泄漏和裂缝的根本原因。
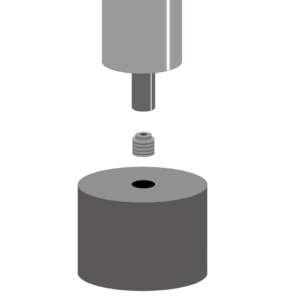
Betaplug产品包括一个阀体和一个内销子,可引起膨胀以实现密封。Betaplug是李氏公司的商标。
为了解决这些不可接受的产量问题,制造商将钢球替换为Lee公司生产的Betaplug膨胀塞。这种预装,两件锥形膨胀插头有一个内部销钉和一个外部插头体,在安装过程中咬入外壳。更具体地说,Betaplug产品可以安装在匹配的锥形孔中,从而形成合适的配合。它减少了不必要的膨胀,并具有可预测的凸台应力,适用于脆性材料或薄壁条件。
安装工具用于安装内销钉,同时在塞体后边缘上进行固定。
微调插盒过程
使用Betaplug膨胀塞消除了壳体开裂和产量问题。然而,制造商留下了一个不正确的安装规范,造成了新的制造问题——即不可接受的废品率、良率问题和夹具损坏。所以制造商联系了Promess和the Lee公司。两家公司都被要求检查完整的安装和组装过程,并提出解决高报废率的解决方案。
Lee公司的工程师认为Betaplug产品被过度压制;这在销钉移动时产生了过大的径向力,使塞子本体膨胀并将塞子挤压在安装孔中。制造商不愿意改变基于距离的编程,因为成功安装的桥塞在现场不会失败。
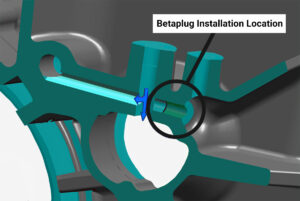
这里显示的是汽车制造商采用的Betaplug在交叉钻孔的变速箱铸件。
新的密封部件需要新的密封方法
Betaplug产品的正确安装应在注桩完成后终止,无论该设备位于井眼内的哪个位置。制造商的工程师希望将桥塞安装在孔内的一个固定点上,而不考虑最佳的注浆位置;这是钢珠桥塞的最佳表现。然而,在紧井眼中,它产生了过大的安装力,挤压了Betaplug膨胀塞。
Promess工程师建议制造商改变程序,以测量更多的简单力水平或距离。工程师们强调了EMAP仪器与Promess运动控制器复杂的数据处理能力相结合的好处。其结果是能够测量和控制绝对力,距离,以及更复杂的关系,如这些测量之间的变化率。

这里显示的是Promess的电动伺服压力机用于安装Betaplug产品。
在安装过程中,Betaplug产品最初作为一个整体移动,直到它落在外部桥塞主体上,并开始深入孔内。当达到足够的阻力时,桥塞体停止移动,但内销钉继续移动,产生膨胀力,形成密封件并确保滞留。当销钉低于齐平高度0.5 ~ 0.8 mm时,安装工具将固定在插头体的顶部边缘。
这种转变在压力和距离之间的变化率关系中产生了一个易于检测的拐点。检测到后,当销钉适当插入插头体时,停止按压是很简单的事情。其结果是一个正确的固定安装,避免有害的引脚过插。作为一个额外的好处,编程还可以检测倒置、侧移或缺少引脚/组件的部件。
Promess的工程师和Lee的同行进行了大量的实验室测试,以验证新的编程。这是在将升级的应用程序安装到制造商的工厂之前完成的,在那里进行了更多的试验。在完成所有必需的测试之后,将新的基于变更率的应用程序投入生产。
了下:海豹


