文章中,我们将为您提供更好地了解橡胶构件设计与制造关键元素-从物料选择设计到原型制作和生产模版技术
优化定制橡皮封印开发可能具有挑战性依赖行业专家并思考潜在的制造法和生产量将使你能够引导创新进程自定义橡皮海豹制造专家深入理解生产量、方法、材料和设计互连作用成本并影响性能和市场时间并提供多种技巧
一种强技能即有效原型自定义弹性体组件能力原型设计是有利的,因为它允许活版测试后再投入大量预算和资源用于构件设计的任何方面,为您提供调整和考虑潜在生产结果的机会通过让原型设计、材料和方法尽可能接近等效生产,你将产生精确组件性能效果和最优质量制作
抢先工程知识
越早将自定义橡胶制造商卷进产品开发过程越好依赖弹性制造专家可帮助你避免设计性能问题并同时实现预算约束
橡胶组件是产品设计拼图中的最后一块,它必须适合您的产品-没有偏差空间不承认橡胶组件设计的重要性会对成本和产品性能产生消极影响
简言之,你越早与橡胶组件制造专家商谈项目和目标,你越容易实现最佳过程和物料解决方案
开始问题自问
构件函数是什么
环境功能
构件是否需要多功能化
需要多久正确性能
构件必须展示什么特征
制造定制弹性体组件时,有三种常用模化技术:
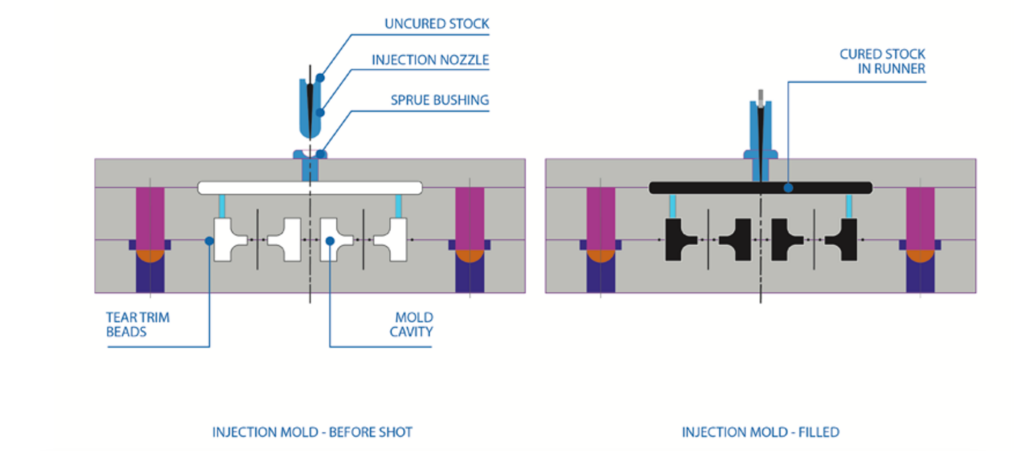
注入模
注入模量注入高压模量复合物从加热室流到数组选手和插件中,引导橡胶多点输入工具某些材料比其他材料更适合注入模版流速优于高粘度素材的反射器移动效果优于高粘度素材注入模化高容量生产最理想,并能够为通常低几何复杂性组件产生更好的结果注入模化典型自动化过程,使运算符成本无效
传输模
转移模像注入模一块橡胶素材放入锅上方板上方装有门,复合体通过门流入下面模版顶端滑动器下降压缩物料,并同时加热加压,迫使复合体流经顶部板门并填充全模洞
过程期间,复合填充锅轮廓并组成不填充模件的弹性板令传输模化理想 低成本材料
压缩模
压缩模调适合低容量生产预形橡胶复合体置入工具洞的一面半工具对半关闭,热压应用使材料流填空洞
压缩模版最理想易行材料,中型硬弹性体最有效使用这种方法往往更适合简单设计,因为预形复合体最初非常灵活,难以插入复杂模压缩模数高有助于抵消人工成本
与注入模版不同,压缩模版机需要运算符,使过程取决于劳动力可用性和更多人为错误压缩模组应用范围从简单O环到直径超过10英寸(254毫米)的复杂隔膜

如何为作业选择右工具
工具化或组成弹性体的模类通常由两个或两个以上自定义机孔和钢板组成多数弹性模组过程工具板经历热压迫使橡胶复合件输入工具模块所有部分必须具有一致性维度、近容度和适当的表面端数,以确保高质量成品组件质量。
工具构造从CNC机器空出固钢块开始,根据构件设计划分成多板块设计需要内部轮廓时,将钢芯插针插入工具中,以构件元件内部特征
复杂设计要求同样复杂工具化,推高完成组件总成本一些厂商选择使用廉价工具来降低成本然而,这种选择会损耗成品机械性能基于这些原因,高质量工具通过确保终端应用性能可靠性自理
此外,工具孔数和大小受各种因素影响,如构件大小、复杂性、生产量、模质按序大小和吨位以及构件函数和材料类型
考虑制作卷
生产量撞击机选择和成本效益典型
第一个因子在决定使用哪个模化过程时要考虑举例说,高产量时,某些制造方法无法跟上周期需要时间,最终影响终端产品上市时间
行业经验规则是每年生产百万分量或更多分量时使用注入模量,而中低量生产是压缩转模的甜点
查找右材质
关键是要理解成份函数举例说,如果目标是密封流水,你应该知道它需要封存多样流水或单流水
需要考虑的一些常见因素包括:
提供结构支持
能源传输或吸收
压力和温度条件
湿或干环境
接触常态或周期性压力
接触动态或静态压力
不考虑关键需求或函数可能导致故障
trelleborg密封解决方案大组合,我们常用新材料编译满足定制组件应用专用需求
重要物素质
收缩率
流速率
橡胶过程分析
压缩集
腐蚀阻抗
· 仓储
阻抗
生物兼容性
设计特征影响产品开发
仿橡胶组件设计复杂度不一,范围从简单环密封到复杂子组件不等,这些子组件必须同时超标设计自然会推向不同的材料或过程 以方便最优制造法最常用设计特征
角点-锐角通常难以制造并增加构件缺陷的可能性高价高质量工具可减轻潜在缺陷并影响终端产品成功
 插件-下划线特征项目回溯成元主体离轴中位越近 底线越深深底片提供自有挑战集,因为它们使组件难以从模中去除取向也会增加清除困难举例说,如果深度切面与模开放相容,则不可能从模中去除组件
插件-下划线特征项目回溯成元主体离轴中位越近 底线越深深底片提供自有挑战集,因为它们使组件难以从模中去除取向也会增加清除困难举例说,如果深度切面与模开放相容,则不可能从模中去除组件
洞口
橡胶组件需要漏洞时,针头必须插进模箱核心插件负责构件内部轮廓模化过程使用高压并有可能偏转芯插头并产生不一致性维度洞设计直径最大核心插针,特别是在插针基上,将最小化插针在模程中弯曲或破解的风险
记住的其他指南
洞高度不应大于直径二倍
最小孔直径为0.0501.27毫米

尖锐边缘-薄边块常被称为knife边缘或fether边缘,通常从模中取出时会撕裂后昆虫反斜步骤可进一步分解边缘,产生更多不完善性可能的话 最好避免把刀边插进设计中 除非绝对必要构件需要薄边缘时,平面最小值为0.010-in0.254毫米将大大降低损坏的可能性

超发型-有时弹性体组件必须配齐诸如钢、黄铜、铝或塑料等其他材料子组件通常,橡胶复合体超模非橡胶子组件设计橡胶超值组件时,有一些设计原理需要记住,以最大限度地增强弹性体与插入器之间的联结
尽可能多用橡胶覆盖插入面,最小厚度为0.0200.51毫米
避免关闭流体,同时复合物沿垂直面行进
提供适当土地(阶梯)。

过度制作橡皮到子组件材料时使用两种联结方法:
机械联结要求插入特征漏洞、投影或表面萧条化学联结发生时,必须在模前插入特殊粘合类型联结将保留超模构件为单对象而不依赖构件或插入形状要求应用组件通常同时使用机械联结和化学联结
插入构件设计通常需要二次前后任务,如插入表面蚀刻、遮罩、卸载、应用粘合和除法
Flash-过量橡皮小量从充气加压时从模中解脱通常,小量橡胶通过分片线或接合板对接通常会通过人工催泪裁剪、低温处理、翻转或精度研磨等消除闪存过程
盖茨-转移和注入模化组件通常使用门以确保复合向工具统一流可在不同位置搭建门口门标志小高点或小萧条,门与口交接后留置,模版进程完成后可偶而撞击密封功能和外观基于这些原因,重要的是求取门尺寸、位置和数间的平衡由于这些方面不尽相同,甚至在工具设计中也是如此,确定这些特征必须逐个完成每个组件视项目目标为指南 确定最佳门策略 并考量质硬度 维容度 美容和客户需求
构建您的原型
当运算以最大容量运行时,意外问题会严重影响时空恢复,导致错过最后期限原型设计提供在生产前精炼设计和制造过程的机会,对确保全规模生产畅通无阻至关重要
原型阶段 特别是复杂设计 最优制造测试条件 尽可能接近操作制造环境做作业
e提供最精确结果并帮助预测项目成功程度原型设计也可以通知你哪种制造法最优,允许你实验各种材料、设计特征和生产方法
满足项目最后期限绝对不能阻抗原型设计归根结底,原型设计节省时间、成本和能量Trelleborg密封求解完全设备先进创新中心提供工程师对工程师经验,并同时提供完全综合设计原型建设测试过程,全套归并沉浸过程加速创新, 使我们能够把数周开发压缩成数日, 以无与伦比的速度转置生产意向原型
结论
检验制造法和生产量除注重材料和设计外,也是弹性组件开发的必要方面。材料科学专家产品工程师和Trelleborg密封解决方案工具工程师拥有经验和专门知识帮助你浏览所有这些方面之间的复杂交互作用允许控制成本快速营销 优化性能 确保资源得到最优利用
trelleborg密封解决方案可帮助解决最难应用挑战 定制弹性制造流程满足所有成本、性能和目标启动日期需求
明尼苏达橡皮塑料
网站mnrubber.com
文件基础:海豹