

长期以来,3D打印制造可变壁厚的能力一直是习惯于传统注射成型的设计师和工程师的福利,在传统注射成型中,一致的壁厚是必要的,以确保模具腔被均匀填充和均匀冷却。
相比之下,3D打印在制造具有从厚到薄之间变化的壁或特征的零件时没有任何问题,而且分级很小。
然而,每种3D打印工艺都有不同程度的壁厚余量。激光烧结是一种更流行的3D打印技术,用于执行带有流体状壁的分支设计,因为它是唯一不需要附加的支持结构的工艺,在后处理中必须删除。
为了充分审查激光烧结的最佳制造指南,我们与德克萨斯大学共同赞助了一项研究,以确定LS的设计规则,以确保您的零件满足准确性和可重复性的要求。
我们将与您分享我们在壁厚方面的行业知识,并经我们的研究验证,以帮助您获得最佳的LS建筑。

在车轮内的主轴和变化的车轮厚度将很难或几乎不可能生产传统。图片来源:Stratasys公司
工艺如何在壁公差中发挥作用
与大多数3D打印工艺不同,激光烧结不需要建立附加的支撑结构,以建立悬垂的特征,孔和通道。相反,设计被烧结成尼龙和复合粉末。
周围的非烧结粉末支撑部分,因为它建立,使它成为一个理想的过程,自由挂墙。通过这种自由成型的制造工艺,LS提供了一系列高性能热塑性塑料,包括FAR 25.853认证的用于高热量的烟雾和燃烧尼龙。
粉末体积和热量加在一起,在设计的顶部创造了一个相当致密的表面。因此,如果你的零件有一个大的,平坦的表面,它可能更容易变形。正确的方向和适当的壁厚将有助于避免错误。
取向
水平建造的大平面会有更高的弯曲几率,因为它包含了一个更大的表面积,直接平行于每一层新的粉末。随着建造的进行,它必须承受越来越密集的粉末。我们建议垂直或以一定角度建造较薄的壁,以考虑粉末密度。
根据您的零件几何形状和预期用途,垂直或角度构建可能会产生最佳精度。图片来源:Stratasys公司
维
壁厚因素进入你的零件的准确性,以及你的零件的能力,以承受重复使用和测试的时间。
在我们的研究中,我们测试了15种不同厚度的墙壁,以确定最薄的可解析墙壁尺寸。墙壁薄至0.6毫米(0.024”)是可能的;然而,如此薄的墙不能提供足够的尺寸稳定性,以可靠的建设。我们建议壁厚至少为0.8毫米(0.031”),以考虑翘曲和确保良好的刚性。
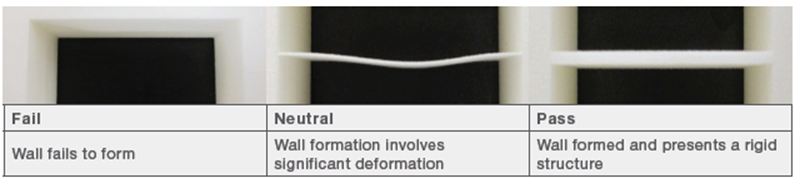
0.6毫米(0.024”)以下的墙壁。0.8米(0.31”)提供了最好的稳定性和准确性。图片来源:Stratasys公司
应用程序
激光烧结是最早的3D打印技术之一,用于生产航空航天管道和非承重部件,需要低体积或高度复杂的制造。今天,它仍然是航空航天、制造管道系统、控制表面、支架、夹子、夹子、油箱和其他飞行认证部件最受欢迎的工艺之一。
下载我们与德克萨斯大学的完整研究,以了解其他重要的设计特征,如孔直径和建筑移动组件到一个部分。
本博客最初发表于www.stratasysdirect.com/blog/laser-sintering-wall-thickness。
了下:法兰•支架•支架•支架,快速原型



