

在典型的机床上,执行加工操作(如切削、铣削或镗孔)的工具附在一个旋转装置上主轴驱动工具。但在需要长加工长度的机器上,如铣削和镗孔,工具安装在一个轴。轴由主轴驱动,并在这些操作中为刀具到达工件提供必要的长度。
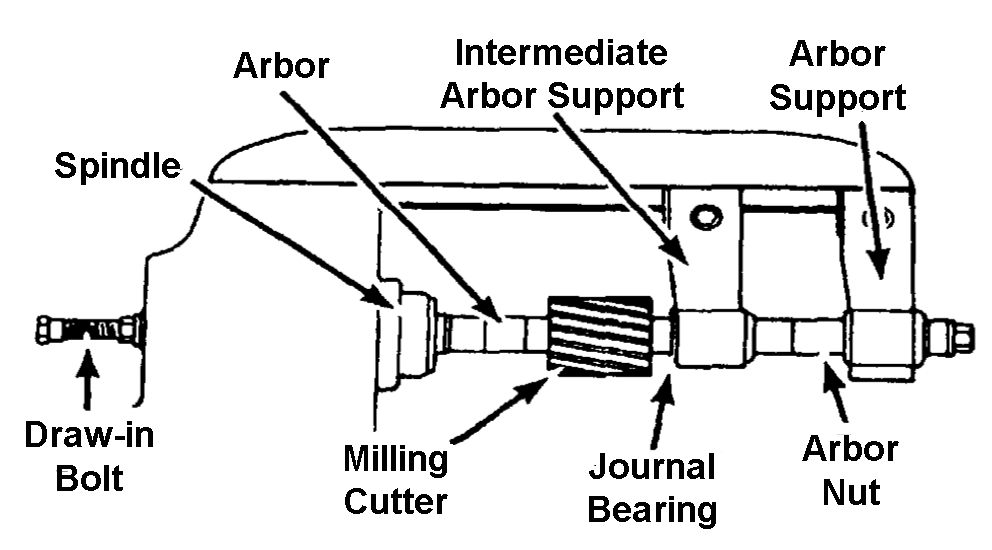
在一些机床上,工具附在轴上,轴是由主轴驱动的。
卧式铣床通常被称为“轴铣床”,因为它们的设计要求使用一个轴来实现适当的刀具位置。
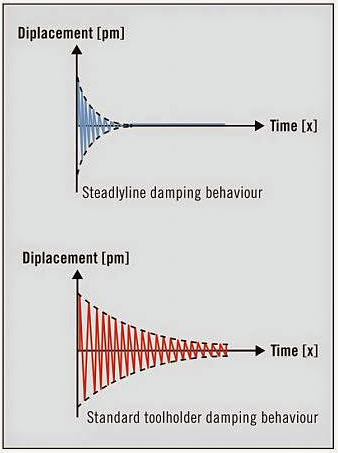
带阻尼杆(顶部)和带标准杆(底部)的镗刀的振动。
图片来源:瑞士
在加工过程中,振动会引起表面光洁度和加工精度的降低,同时也会产生噪声和降低刀具寿命。但是机械加工需要高强度和高转速,这自然会引起振动。
在大多数情况下,如果不改变零件要求或修改加工设置(这是不切实际的解决方案),减少机床操作振动的最常见方法就是降低加工速度。但较慢的加工速度意味着在给定的时间内(每分钟、一天或一小时)生产的零件更少,生产率也更低。
然而,有一个影响工具振动量的因素相对容易修改。这个因素是杆的设计,特别是它的刚性。当加工长度较长,且轴具有较高的长径比(L/d)时,轴的刚性尤为重要,也称为“悬垂”。
为了解决机床的振动问题,一些制造商甚至开发了振动阻尼杆,可以显著降低振动,允许更长的加工长度(L/d比为8或更大),并减少加工时间。

不同制造商的减振技术不同,但大多数是基于被动调谐质量阻尼器。
图片来源:Sandvik Coromant
虽然每个制造商都使用专有的阻尼技术,但大多数阻尼杆都是基于被动阻尼的调谐质量阻尼由质量、一组弹簧和一个阻尼器组成的系统。多个弹簧(或类似地,几种与频率相关的刚度材料)用于处理在加工过程中发生的各种频率。
调谐质量阻尼系统的频率与要消除的结构频率相匹配。因此,当某一特定频率被激发时,阻尼器就会与结构发生非相位共振,吸收或耗散由振动引起的动能。
“连接”版本的减振杆最近也已上市。连接式刀架设计有嵌入式传感器,并使用蓝牙或其他无线技术将工具性能数据(如温度或切割状态)传输到仪表盘。这一见解对于不易监测或检查的内部加工过程尤其有用,如镗孔或内车削。
制造商指出,当使用振动阻尼轴时,机床的振动振幅比标准轴低1000倍。这可以提高加工速率,从而在不牺牲加工质量或刀具寿命的情况下显著提高生产率。
特征图片来源:MAPAL
了下:运动控制技巧



