

弹簧
施加预紧力的最简单方法是使用波形弹簧。弹簧作用在两个轴承之一的外圈上。这个外圈必须能够轴向移位。在下图中,轴承布置包括在轴的每一端有一个预紧的单列深沟球轴承。
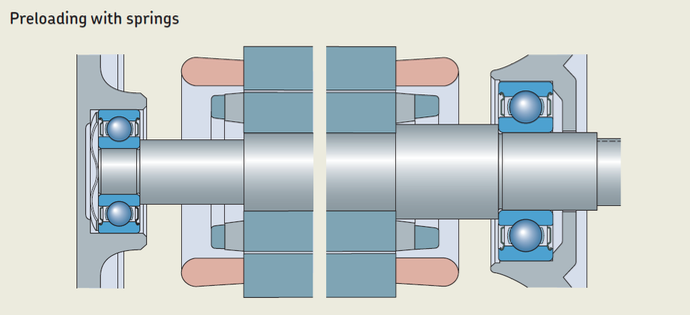
预紧力几乎保持恒定,即使当有轴向位移的轴承由于热伸长。所需的预紧力可以通过以下方法估算:
F = k d
在哪里
F预紧力[kN]k=一个因素,在下面的文本中描述
d=轴承内径[mm]
对于小型电动马达,k值在005和0.01之间。如果预载主要用于保护轴承免受静止时外部振动造成的损坏,则需要更大的预载,应该使用k = 0,02。
弹簧加载也是对高速磨削主轴角接触球轴承施加预紧力的常用方法。这种方法不适用于要求高刚度、轴向载荷方向变化或可能出现不确定峰值载荷的轴承应用。
调整
调整是指在装配期间在调整过的轴承装置中设置内部间隙或预紧力。在运行时,会出现一定的间隙/预紧-或仅预紧-范围。轴向预紧力是通过将一个轴承套圈相对于另一个轴向位移产生的,其量与所需的预紧力相对应。轴向预紧力是由带有单列、角接触球轴承、圆锥滚子轴承和深沟球轴承的调整轴承布置。预紧力的调节基本上有两种主要方法:个体调节和集体调节。
一种。单独调整:使用螺母、垫片、间隔套、压紧套等单独调整每个轴承配置。测量和检查程序被用来确保建立的公称预紧力以最小的可能偏差获得。获得所需预紧力的方法有:
- 轴向位移法
- 摩擦力矩法
- 直接力法
使用的方法取决于应用程序设计和要安装的轴承数量。单个调整可以容纳足够的公差叠加,因此,如果单个组件按正常公差生产,所需的预紧力可以以相对较高的精度实现。
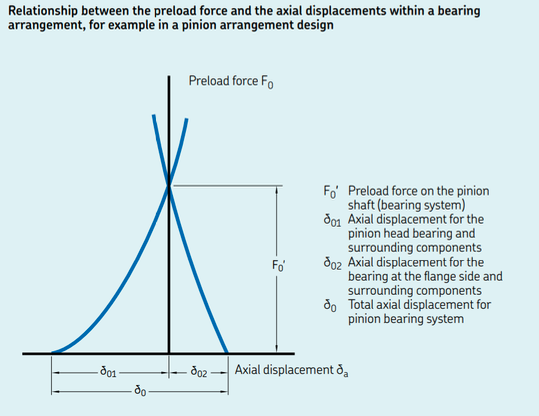
我)轴向位移法:轴向位移法是基于预紧力与支座布置内弹性变形的关系。所需的预紧力可以从下面的预紧力/轴向位移图中确定。
当预装轴承装置的部件时,通常使用这种调节方法。所需的预载荷表示为负距离,需要测量相对于固定表面的轴的总轴向正排量(末端播放)。这通常使用拨号指示符完成。然后可以使用垫片,中间环或间隔物来调节轴向位移到正确的负距离。垫片,中间环或间隔物的宽度通过:
- 轴与轴承座之间的距离
- 两个轴承的总宽度
- 与期望的预紧力相对应的轴向位移
- 轴向位移的校正系数,用于计算所有相关部件在运行中热膨胀的制造公差,在安装前通过测量实际尺寸确定
- 一种校正因子,用于计算由于沉淀和磨损造成的一定的预紧力损失
(二)摩擦力矩法:这种方法在大批量生产中很常见,因为它速度快,可以自动化。由于轴承预紧力和轴承内的摩擦力矩之间存在关系,当达到与所需预紧力相对应的摩擦力矩时,可以停止调整。如果在设置预紧力时连续监测摩擦力矩,就可以做到这一点。然而,摩擦力矩可能因轴承而异,它还取决于防腐剂、润滑剂和密封方法。
3)直接力法:由于轴承调整的目的是获得特定的预紧力,使用直接产生或测量力的方法似乎是合理的。然而,在实践中,轴向位移或摩擦力矩的间接调节方法是首选的,因为它们简单,容易实现,更经济有效。
b。集体调整:此方法也可以称为“随机统计调整”。使用该方法,轴承,轴,壳体和任何其他部件被制造成正常公差。被认为是完全互换的组件随机组装。对于锥形滚子轴承,这种互换性也延伸到内圈组件和外圈。为避免高加工成本和使用精密轴承,假设给定公差的限制值,统计上不可能发生耐受堆叠的极端情况。然而,如果要尽可能少的散射地获得精确的预载,则必须缩小制造公差。集体调整的优势在于,在安装轴承时,不需要检查,并且不需要额外的设备。
制造业
一种。单一,普遍匹配轴承:普遍匹配轴承是专门制造的,以便,当安装在随机顺序,但立即相邻的彼此,在预定范围内的预加载和有效的负载共享将导致不使用垫片或类似的设备。预加载类是ga、GB和GC。
b.匹配轴承组:轴承可以作为一个完整的轴承组提供,由两个、三个或更多的轴承组成。在生产过程中,轴承相互匹配,以便当安装在彼此相邻的指定顺序,在预定范围内预加载和有效的负载共享结果,而不使用垫片或类似的设备。预加载类是ga、GB和GC。
SKF.
www.skf.com/us
了下:轴承的建议



