

激光器在切削被使用,钻孔,焊接,标记,或在许多工业部门,以优化制造流程结构化的应用程序和满足需要一种增加部件的质量(图1)。这是电子和半导体行业,对精度和速度的要求比大多数其他应用更高尤其如此。在生产率和制造涉及激光器工艺质量增益来自高性能定位系统,运动控制器和软件,具有运动平台,激光控制器,和光束转向单元之间的更高速度的通信和同步沿。
图1:在许多工业领域中使用激光器以优化制造过程,并确保高质量的组件。(图像来源:PI)
雕刻钻石
钻石通常用激光刻上代码或序列号(图2)以证明其真实性。在这里,一个多轴,高动力学定位系统移动工件在X和Y方向,同时激光发射。激光物镜在垂直方向上的定位是通过另一个高动力学线性级实现的。三相直线电机和音圈驱动器(行程范围短至1英寸)结合了高加速度和速度,由于它们不接触的力传递,几乎无限的使用寿命。对于短途行程,扫描频率在10hz范围内是可行的。

图2:采用高动态电磁直接驱动的线性级用于扫描和定位X/Y平面上的钻石,以激光雕刻代码,证明其真实性。(图像来源:PI)
通过交叉滚子轴承和直接测量确保亚微米范围内的导向精度。集成线性编码器提供所需的位置分辨率和重复性(目前最好的线性编码器可以将运动分辨力降低到1纳米以下)。一个先进的运动控制器触发激光,取决于位置和速度匹配的定位系统和激光,当运行复杂的图案,圆圈,或尖锐的边缘。控制器中的优化算法使工件的运动与激光脉冲同步,从而使相邻点的形状、尺寸和间隙保持恒定。
晶圆切割
切割半导体晶片还要求高精度的运动系统。切割宽度必须保持恒定,并且沿着编程路径的偏差必须限于每米的几微米,以避免在切割过程中损坏各个模具。空气轴承平面级是适用于这种应用的合适定位系统(图3)。
空气轴承替换的空气膜,消除摩擦,颗粒的产生和磨损机械接触。的A-322级由正弦换向,三相线性马达提供20米/秒²的加速度驱动。缺乏摩擦的允许更好的几何性能和运动以高速恒定。无铁芯直线电机是非齿槽,一个纳米及以下提供更平滑的运动和更高的分辨率。同时确保精度最高的空气轴承,线性编码器,和无铁芯直线电机的组合最大化吞吐量。
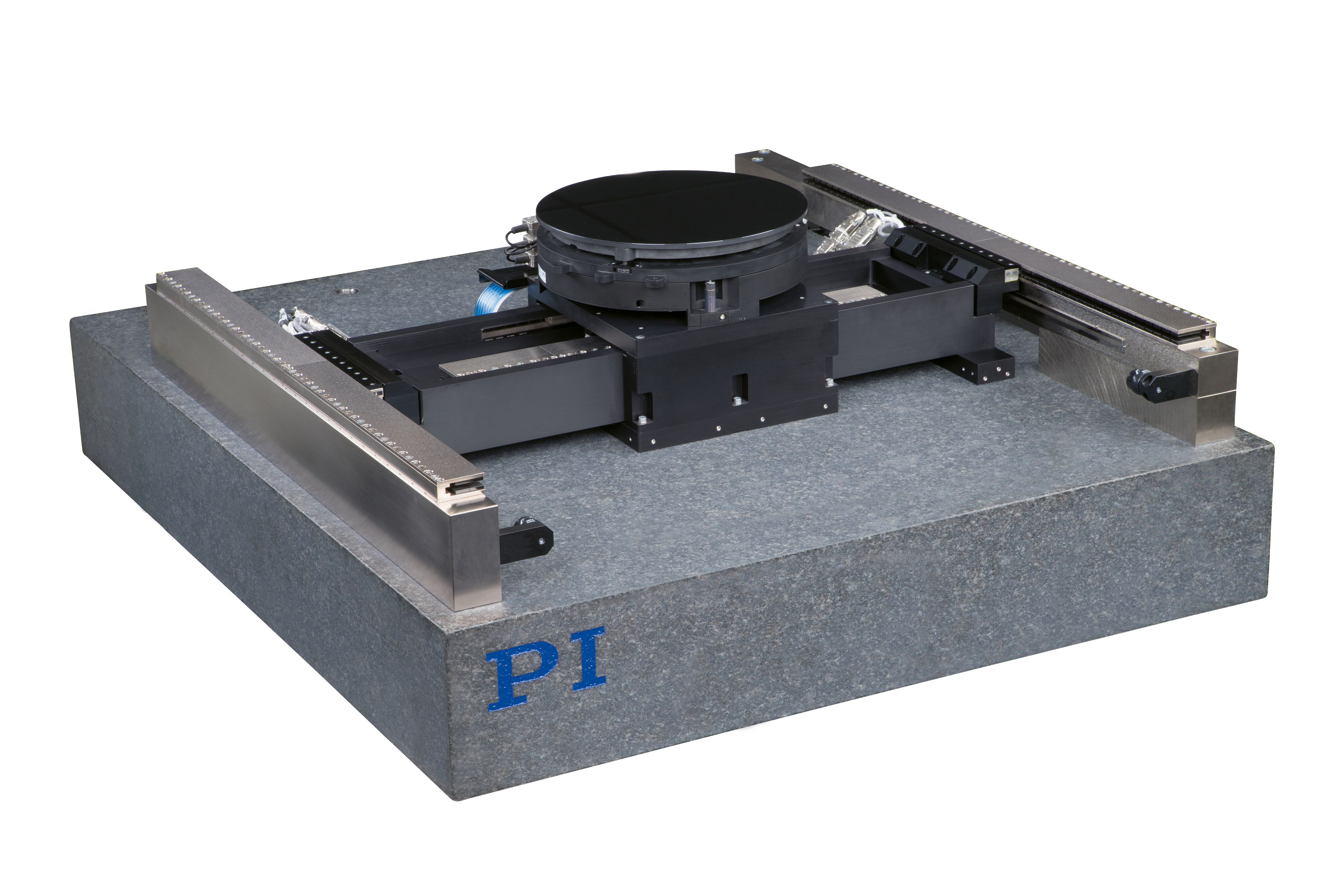
图3:晶片切割精度要求高。沿着行程范围量允许偏差每米只有几微米。空气轴承平面平台,通过直线电动机驱动,是用于这种应用的合适的定位系统。(图像来源:PI)
模板和印刷电路板
用于生产和模具的加工和印刷电路板的要求是相似的。工件和结构密度特别大,要求运动并具有更长的行程范围的定位系统,同时仍保持微米精度。
龙门运动系统(图4)具有高刚度但相对低惯性的运动平台,是最好的方法——在这里,待加工的部件是静止的,而激光头和光学器件是移动的。优化了电缆管理和操作,从而可以集成垂直运动轴、自动聚焦传感器和激光馈电。绝对位置测量系统使典型的初始化/归航过程变得不必要,这是迈向更高效率的又一步。
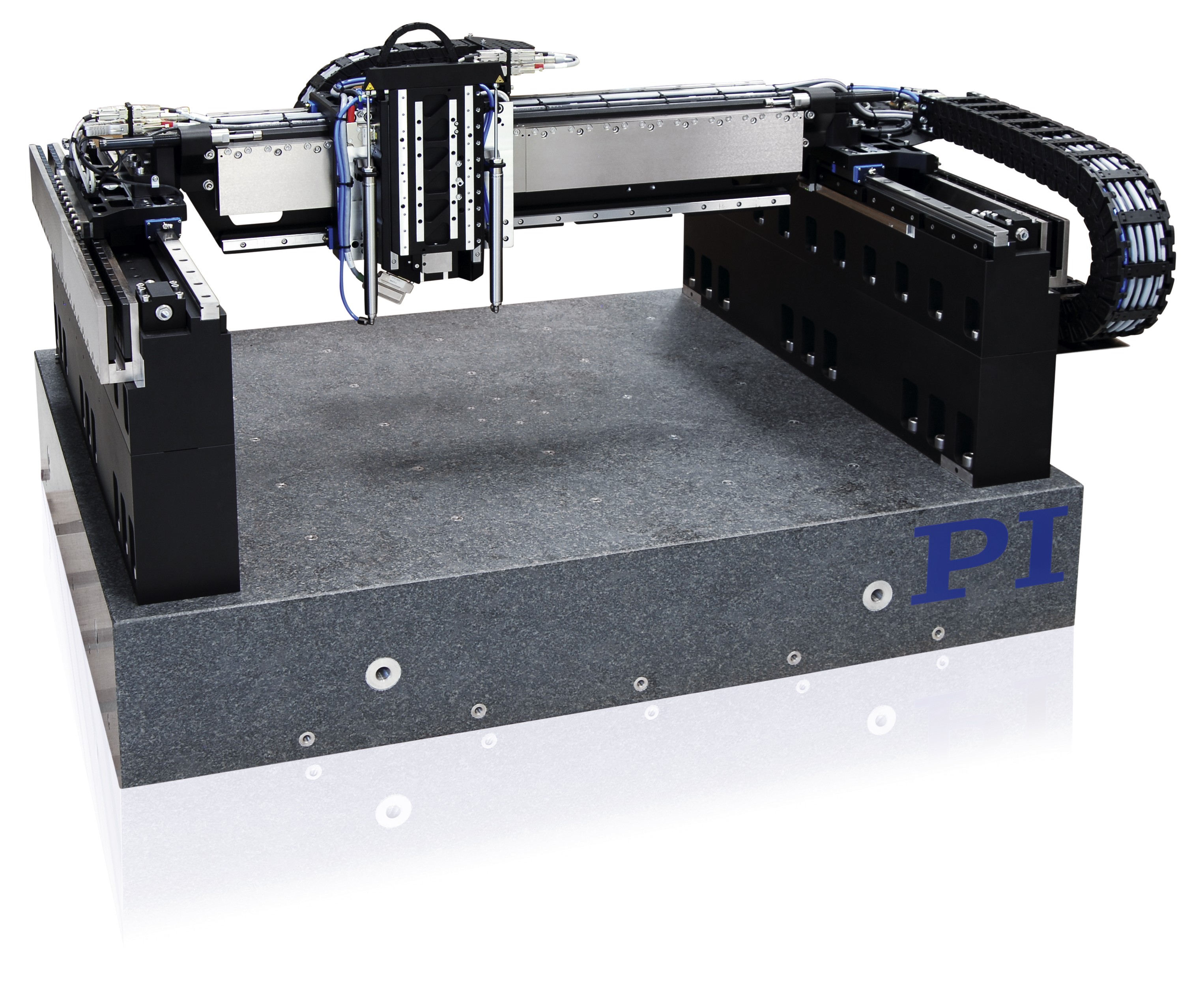
图4:龙门系统具有高刚度,但惯性运动平台低,保持工件静止并移动激光头/光学。(图像来源:PI)
拨号的激光标记
振镜扫描头可与多轴定位系统相结合。电流计是一种高动态的动圈电机。在现代galvo扫描仪中,低惯性镜被驱动在闭环中以高速、精确和可重复性来定位激光束。在一个系统内的两个galvo扫描仪的组合允许在二维方向上控制激光束。典型的扫描角度在+/- 20度范围内。这在动态和精度方面产生了良好的结果,例如,当表盘被写入功能组件时。XY方向的运动可以通过直线电机驱动,交叉辊XY定位平台进行扩展。
该工作台配备了光学线性编码器,可实现最小增量运动,低至0.02 μm,重复性为0.1 μm。该平台可以承受50磅的负载(图5)。
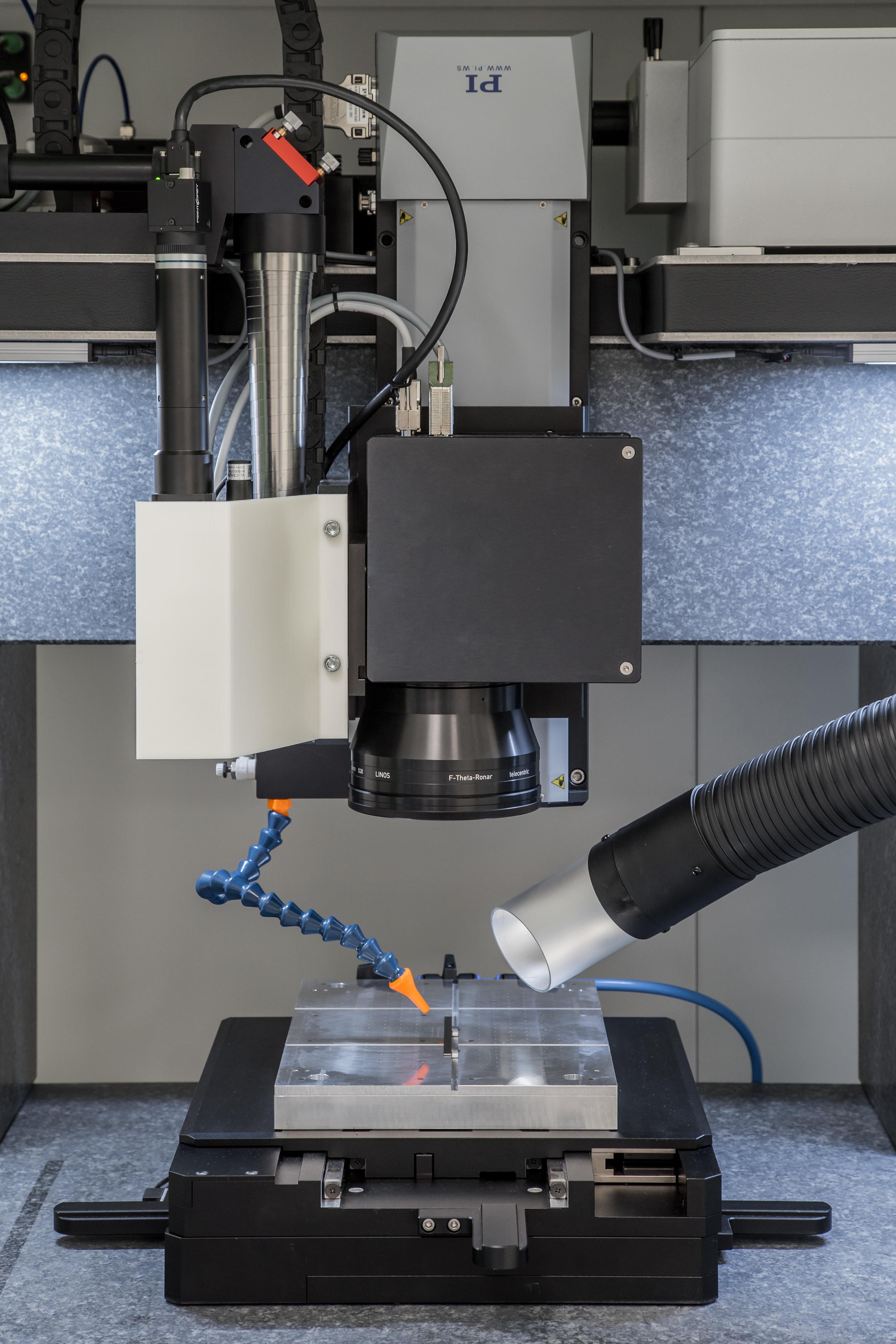
图5:多轴设置,包括线性电动机驱动的模型731 XY平面级和来自Peavyik仪器的螺旋驱动Z级,以及来自Scanlab的电流计扫描仪,具有高速的激光标记精密组件。(图像来源:PI)
EtherCAT激光控制模块和人机界面
将运动和激光源绑在一起进行复杂,但是用于控制自动化技术的特殊以太网(EtherCAT)-Capable激光控制模块现在允许直接控制激光源,增加精度和吞吐量。
EtherCAT是一个开放的、基于以太网的实时现场总线系统,控制和系统工程师使用它作为机器控制解决方案的健壮、高速、实时网络。现场总线系统的灵活性,以及所有网络设备的精确同步,帮助EtherCAT在全球范围内获得普及。在高性能应用程序中,精确的同步是一个关键因素。
ACS的LCM EtherCAT从模块提供了广泛的功能,包括用于动态功率控制的数字脉冲调制、输出脉冲或门控信号(开/关信号),这些信号可沿二到六维运动路径或可编程操作区同步到位置。ACS节点使用EtherCAT分布式时钟(DC)机制进行同步,支持短周期时间- 1 msec、0.5 msec、0.25 msec和0.2 msec(1,2,4和5 kHz)。
在LCM模块控制几乎普遍经由电接口的任何激光。除了高速激光信号输出,该模块还配备了一个特殊的锁定系统,错误输入和使能输出。一个强大的和可扩展的激光加工或微制造机平台的开发过程中所面临的挑战是可以解决的与这种类型的激光器模块的更快。
良好的人机界面(HMI)平台可以提供进一步的简化。这尤其适用于优化运动激光控制的精度和重复性,以及开发相关的软件。机器开发人员、系统集成商和用户都从HMI平台中受益,因为它们提高了机器性能并减少了开发支出。
扫描大面积和工件
简单的电流计扫描仪和定位系统的实施方式不同时操作,但顺序地,将大区域分成较小的段缝合在一起。以这种方式有效地标记有许多小细节的大面积。较小的细节需要高速加速度,大面积需要更长的行程范围。多阶段方法将轨迹分开,具有较短的范围,以及更大,更重,更较长,更较慢地具有更长的行程范围的轨迹。
基本上,激光打标以类似的方式来人类的书写功能。臂,作为缓慢肌肉骨骼系统,提供毛手巧而手和手指精确地形成单个字母。这对应于振镜扫描器的运动。类似于此,从X / Y台和扫描器的运动模式由控制器同步,并且在扫描期间同时运行。这个过程允许有效的许多小细节大面积的标志,因此,增加了吞吐量。
提交:编码器•线性那运动控制•电机控制那产品设计



