

在评估直接数字化制造的生产时,对成本、设计、装配、材料和工艺进行系统分析,以充分理解其好处。以下是一些建议。
贡献者包括工业设计师和机械工程师
在Fathom Engineering&Design团队
虽然增材制造(AM)主要被用作原型工具,但在过去五年中,它已经成熟为一种增强产品开发过程多个阶段的手段,包括最终用途部件的生产——这一过程被称为直接数字制造(DDM)。Gartner最近发布的一份报告预测,“到2020年,近65%预计使用3D打印机的离散制造商将使用它们来生产他们销售或服务的产品的组件”(2016年,Pete Basiliere,研究副总裁)。
很难认识到AM的生产制造的可行性,因为许多人还没有摆脱认为AM只是一个工具的原型。因此,设计工程师可能不确定如何使用AM技术,以及现有的材料是否能满足他们的设计需求。
幸运的是,该行业已经在生产机器和开发以生产为导向的材料方面取得了长足的进步。因此,DDM即将成熟。DDM的采用带来了创新的产品设计,打破了长期存在的制造障碍,使产品开发的风险更低,效率更高。
添加添加剂制造
在增材制造(DFAM)设计方面的知识和舒适将使设计师充分利用DDM的价值。事实上,如果将DFAM视为一种新的设计方法,它将是最有影响力的:一个组成零件或装配件的框架,以及面向AM的特定设计工具的应用。将dfm与AM的技术知识相结合,形成了一种心态,这种心态有利于利用AM的微妙优势来为DDM设计。正是这种心态引发了对产品物理表征的重新想象。
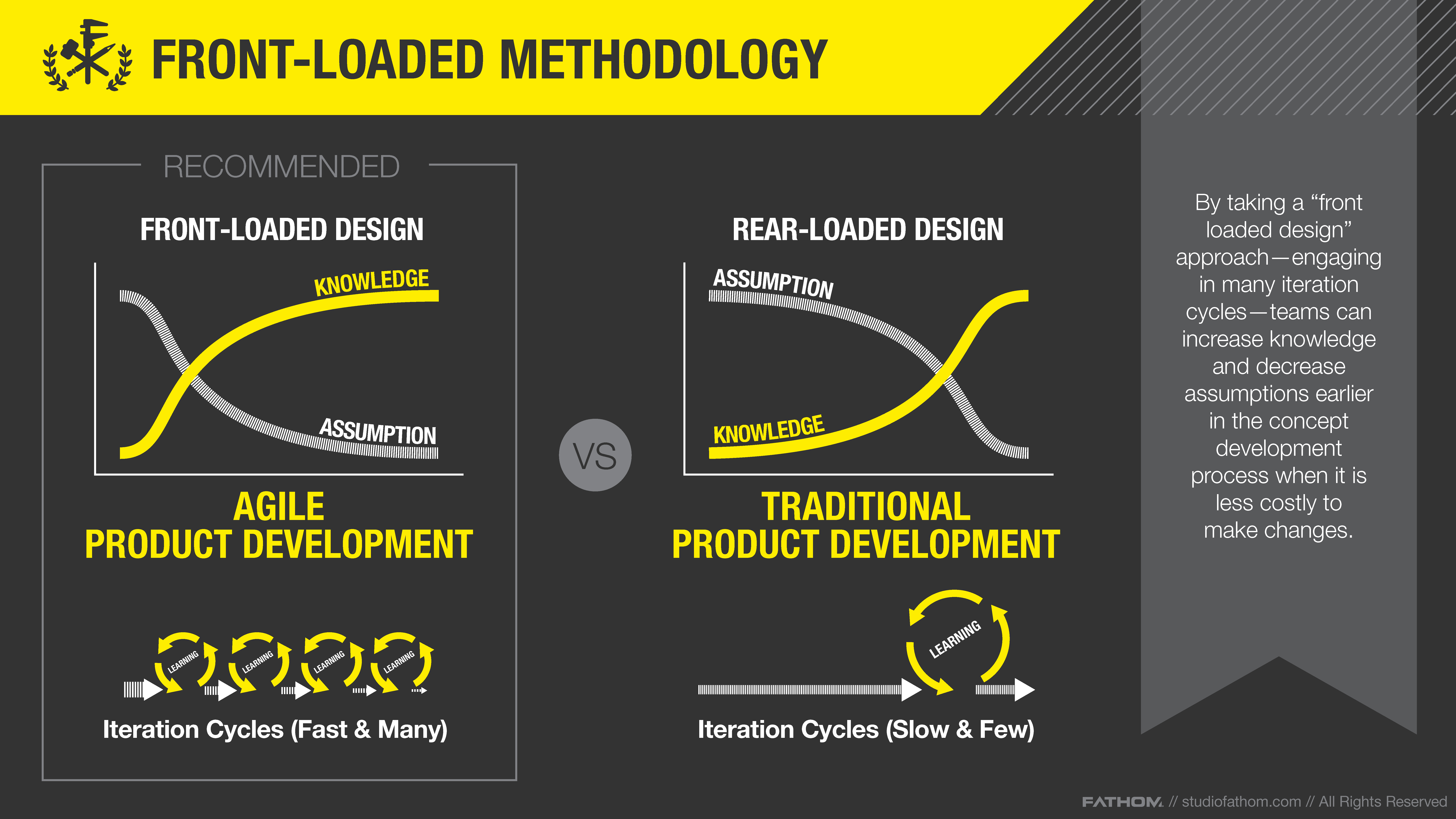
自上世纪80年代末问世以来,增材制造(AM)已经改变了产品开发的方式。今天,开发可以通过快速迭代高质量的物理原型进行前置加载(图a)。
根据开发阶段和其他部件参数的不同,DFAM可以采用不同的方法。在概念阶段应用DFAM原理可以产生一种专为DDM设计的设计,从而使AM发挥其最大潜力。在这两种情况下,DFAM都可以在不同程度上发生,概括为三种情况:直接零件替换、零件加固和结构优化。
- 直接替换部分
很常见的是,对于另一个方法设计的零件,例如CNC加工,聚氨酯铸造或注射成型。通常,由于特征复杂性,CNC加工的连续生产是CNC加工的成本或时间越长。或者如果一个部分被重新产生,则动机可以是减少库存,例如通过“即时”程序。
对于直接零件更换,一些最小的修改可能是有益的。这些修改,例如最小壁厚或特征尺寸,通常是由材料约束的动力。更大的修改是可能的,但可能不会被执行,原因:部件可以与组件的其他组件密切合作,限制几何形状的变化;资源不足或时间探索更深层次的重新设计;厌恶制作结构变化需要额外的分析。
虽然直接零件更换是一种可行的DDM解决方案,但与使用DFAM原则的其他方法相比,每份成本将是次优。
- 部分整合
想象一个多体组件。现在,把所有的硬件都拿掉,想象一下把那个部件做成一个整体。它看起来复杂得令人望而却步吗?使用AM,像这样一个由多个部件和硬件组成的组装,可以使用部件合并来统一,而传统上是不可能制造复杂的底边、通道或不可达区域的。
部分巩固的价值取决于所采取的方法是回顾性的还是前瞻性的。回溯性的部件合并可以成为传统可制造形式的重新设计的合并。理想情况下,整合是一个从概念阶段就开始的深思熟虑的考虑,即如何用更少的组装组件设计一个部件,并具有与传统制造的部件同样伟大(如果不是更好的话)的功能。这种前瞻性的路径严重依赖于DFAM的思维方式,以识别和实现使用AM提供的设计自由的方法。换句话说,从一张白纸开始,没有与特定的遗留制造流程或古老的约束有关的设计残余,最终的设计通常是转型和创新的。
变革性AM设计的一个例子是通用电气(General Electric)为LEAP发动机设计的燃油喷嘴,它采用了金属添加剂制造技术,将20个部件组装成一个部件。该部件的耐用性提高了5倍,重量减少了25%。该部件的内部通道和高温要求(3000°F)对AM来说都不是问题。
- 结构优化
结构优化实现了更大的平衡的成本,功能,打印时间使用模拟技术创建材料高效的设计。这并不是对通常绘制的最低要求(如壁厚、分辨率、最小特征尺寸等)的参考,这些要求构成了最基本的dfm检查表。结构优化指的是最有效地交付表单的方法。效率可以定义相对于优化的目标,但对AM来说,它最常被量化为实现功能标准,同时减少材料消耗(和构建时间)。
——生成设计
生成设计是一种计算设计方法,将参数和客观目标合成为迭代算法以产生最佳结构。DFAM可以利用这种方法,以轻量级零件,减少材料,并灌输机械性能的三维梯度。形状复杂,通常出现有机。在某些方面,生成设计导致了新的设计艺术,但通常艺术表达刚刚来自原始功能意图。
增加生成设计的使用可以归因于添加的制造改进,能够的软件程序和高速计算,可以更精细地控制三维设计空间,利用添加剂制造的体素和基于层的过程。这些程序包括犀牛,带有蚱蜢,Autodesk的NetFABB和ANSYS拓扑优化工具。

这种附加的心态导致了英特尔Spiderbot项目的独特设计和执行。在5周的时间内,90个独特设计的9700多个部件被制作成原型,测试并生产出来。敏捷过程允许更多的迭代周期,并在机械和电子设计之间并行地进行多个原型。使用AM的生产成本:11.6万美元。注塑生产成本:40万美元。

控制模型创建的算法可以基于输入参数生成无限的设计排列。我使这种方法可行,因为它使一次性复杂部件简单的生产需求。这些技术的大愿景将设计和生产集成到全自动,交钥匙解决方案中,从设计参数输入到交付的印刷部分,具有很少的人为干预。这方面是通过林像林的努力开创,临床医生使用患者解剖数据来产生随后印刷3D的定制假肢设计。
-Lattice结构设计
晶格结构是由梁和节点组成的三维晶体网格。在这些设计中,复杂的、可调几何体的水平很高,但开发和修改这种定制程度的工作流程相对简单,因为它是一个基于参数的算法过程。事实上,使用纯实体建模技术生成许多这样的设计是低效的(如果不是不可能的话)。
晶格设计者可以通过图形界面软件或直接代码控制网格大小、模式(称为晶格拓扑)和其他参数。晶格结构可以通过减少不必要的部件质量来减少材料消耗,特别是在内部,本质上是一个定制的填充模式。虽然部分通常保留其外部表面(通常称为皮肤)和美学,但外部也可以与格子连续,以突出和庆祝格子结构的功能和形式。
值得注意的是,点阵设计并不意味着优化,也不需要优化点阵结构来发现价值。不需要计算分析就可以直观地应用格子。尽管如此,在寻找最佳解决方案的工作流程中,它仍然是一个非常宝贵的工具。
-Topology优化
拓扑优化源于仍然实现定义目标的最小材料的表格。因为它是一种生成方法,可以为实验测试创建多种设计配置,而无需添加设计工作。此外,通过将迭代推向软件侧,减少或消除了实现最佳设计的物理测试程度。最常见的是对外力的静态分析,用于确定具有最高强度重量比的设计。这种方法也可以扩展到可包括传热或振动效应的多体面问题。
例如,通用电气(General Electric)通过拓扑优化,将发动机支架的重量减少了84%。这部分是通过选择性激光烧结用钛制成的3D打印出来的,据估计,通过一个小部件的能效,更轻的重量可以为航空业节省3100万美元!
对象的优化形式是由首先定义施加在对象上的力产生的。然后,在允许软件有足够的处理时间迭代地达到“最佳”解决方案之前,就规定了设计目标和指导方针。在每次迭代中,将计算结构分析,并删除那些将经历小于阈值应力或挠度的区域。这个过程重复进行,直到当前迭代的结果与上次迭代的结果相似,并认为解已经收敛。
这个过程可以与晶格结构结合在一起,称为“梁优化”。从均匀梁厚的晶格开始,模拟应力和梁厚在整个身体的变化,导致一个连续的微观结构。这个过程不仅为给定的输入实现了最有效的点阵,而且是在三维空间中创建具有可变物理属性的结构的一种漂亮方法。
增材制造使新的设计方法成为可能
生成设计、晶格结构和拓扑优化都是AM实现的。拓扑优化与AM结合使用有很大的优势。让物理驱动形式,使设计不受人类想象力的限制。通过让软件执行通常用于优化强度与重量的迭代,将设计时间从几天或几周减少到几个小时。另外,使用AM可以实现最接近理论最优的设计,因为它不需要屈从于制造的简单性。
用DDM增加或取代传统制造
现在,人们绝不应该为了DDM本身而使用DDM——对添加剂技术的偏爱可能和对它的厌恶一样有限。相反,当发现DDM是实现目标最合适的方法时,应该使用它。一种方法被称为“由外而内”。
通过关注产品的功能,而不是它是如何制造的,公司推动了创新。这是一种不受约束的心态,在产品概念的第一阶段,灌输一种意愿,推动通过看似不可能的制造挑战。无论是用于传统加工,如CNC加工,AM加工,还是两者的混合,最好的解决方案来自于对所需功能的不受阻碍的分析。事实证明,DDM在许多情况下特别有用,无论是作为最终用途解决方案还是作为增强现有流程的手段。
最终用零件 - 飞行员运行,桥梁制造,低批量生产
在许多情况下,可以使用添加剂技术更快速和廉价地生产小型复杂部分,而不是用CNC加工,真空成型,压缩成型,氨基甲酸酯铸造或注塑 - 即使是数千的数量。此外,在任何时候,更新的部件CAD都可以无缝拼接到添加剂生产中,没有时间或成本。生产可以越早开始,风险较差。虽然在较高的体积下投资注塑成型有意义,但对于短期或低批量应用来说,这可能很难成为相同的投资。产生多动作工具要求的工作,如升降机和幻灯片,它增加了成本和工具的时间,是考虑最终用部件的添加剂的原因。只有在您想要的情况下生产您想要的内容,以及您想要的方式。
对于最终使用部件的AM的其他考虑包括材料、表面光洁度和美学要求。可以满足许多最终用途要求的一系列添加剂机器和材料是可用的,有些甚至已经被认证用于航空航天、食品和医疗等监管行业。这些材料包括用于熔融沉积建模(FDM)和选择性激光烧结(SLS)的工程级热塑性塑料,用于PolyJet (PJ)、立体光刻(SL)和数字光投影(DLP)的各种类型的紫外线固化光聚合物,以及直接金属激光烧结(DMLS)和桌面金属即将推出的单道喷射(SJP)的金属选择。每一种都应根据具体需要评估其各自的实力。
Manufacturing-jigs、夹具、工具
传统的夹具制造方法,如CNC加工,会因为很长的交货期而减慢上市时间。AM可以提供更快、更低成本的选择。AM赋予的复杂性自由允许创建独特功能的夹具、夹具和工具。
使用添加剂技术与传统制造工艺相结合的混合方法也是生产夹具、夹具和工具的好方法。通过利用多种方法的优势,可以在更短的时间内生成具有更强大功能的工具。
注塑模具
在添加剂和传统制造之间的尖端接口是用于注射成型的3D打印工具。直接金属激光烧结(DMLS)工具将交货时间从几周缩短到几天。例如,3英寸。x 4英寸。由MS-1钢制成的插入件经过3D打印、数控加工、表面抛光,并与现成的MUD基础一起使用,在4天内为一家大型电子制造商生产了数千个部件。该公司在第5天就拿到了零部件——首批2.5万件亚克力红外零部件(可使用寿命为5万件)。
DMLS刀具插入是通过允许共形冷却线来改善循环时间的一种手段。该工具可以设计各种尺寸和轨迹的复杂通道,这些通道直接流向零件曲率附近,以缓解潜在的热点。典型的优点是,该工具具有长而弯曲的核心,12次射击后尖端温度可达300华氏度。该工具使用包含共形冷却线的DMLS重建,该冷却线将温度保持在72°F,循环时间从35秒减少到16秒,报废率为零。
使用PolyJet或SLA的塑料模具开始证明自己是一种快速成型工程级热塑性塑料零件的手段。虽然3D打印聚合物工具在注塑工艺的高温和压力下会迅速降解,但包括FATHOM和Stratasys在内的几个研究小组发现,在关键的工具降解发生之前,一个3D打印工具可以模制10-200个零件。因此,在设计完成后不到24小时内,就可以使用全尺寸生产方法和树脂制作零件。这些部件可用于配合度和功能检查、市场测试、认证测试等。值得注意的是,如果化妆品是一个关键的要求,这个过程应该进一步评估,因为它不能产生与金属相同的纹理阵列,可能有更多的表面缺陷。
提高操作效率
添加剂技术可以通过多种方式来提高操作效率。
- 内部生产部分成本
虽然AM降低了原型成本,但许多人怀疑3D打印部件的规模是否有价值。以低于令人兴奋的印刷速度进行单零件生产的机器仍然遍及整个行业,并加强了这一观点。此外,公布的成本分析通常是回顾性地对未受DFAM思维影响的部件进行的,这使它们成为次优的候选部件。但在dfm的影响下,规模化DDM变得更加可行。
当然,专为AM设计的零件将在规模上返回更好的价值。至少,经过回顾性优化以减少材料消耗的部件将提高成本。但通常直接比较的是模具或数控加工优化的部分,留下一个不利的规模经济(包括工具成本摊销)。
加工成本和添加剂成本是由相反的因素驱动的:加工成本是由减法操作(去除的材料数量)增加的,而添加剂是由打印时间(添加的材料数量)增加的。有时混合动力车的成本效益最好。无论哪种方式,成本优化的结果是截然不同的设计为各自的方法。
SLS或MJF技术适用于更高的卷,因为它们具有最大的构建体积,因为部件可以悬挂在细粉末中并嵌套。对于这些技术,部分嵌套可以降低成本并仍然适应设计的意图。
FDM建立在一个托盘的表面,通常有较小的批量大小和人工更改,所以直到最近,它的成本相对较高的大批量。然而,新的FDM系统拥有面向大容量、高吞吐量应用的持续构建能力。
Stratasys公司的连续构建3D演示系统就是一个例子,该系统具有批量到批量的自动变更,使FDM在更高的产量上具有竞争力。它也是模块化的,所以额外的单位可以添加到一条线,以增加吞吐量。这是自动印刷解决方案的开始,我们预计有一天会在交钥匙自动工厂蓬勃发展。

VR工作室通过选择3D打印部件而不是工具来简化虚拟现实头盔的生产。在FDM中,原本由四部分组成的外壳被合并为两部分组件。

超出部分费用
DDM的价值比比较成本估算更深。有许多情况,添加剂制造可以有助于将产品掌握到客户手中的整体效率。这是一些关键。
-Tool-Less制造业
我压缩了在客户手中获得零件的时间。原型与最终生产几何形状,材料和过程,避免工具和前后,以及一夜之间的3D打印的能力,所有加快产品开发。
需要工具的短期塑料零件具有压倒性的前线投资;障碍与复杂或大型工具更严重。DDM将具有较短的生产时间线,并避免零件延迟“调谐”以进行适合。3D印刷工具或3D印刷刀片可以比CNC加工的铝或钢更快且更便宜。
当然,这在很大程度上取决于具体情况。考虑一个新产品在生产的第一年将有1000个单位的量,这通常不足以达到注塑的成本效率。如果产品的生命周期很短,短期内可能会发生变化,那么在第一年考虑DDM可能是谨慎的。另外,从纯粹的财务角度来看,预计三到五年的工具摊销和增加的销售可能很好地证明了工具的合理性。即使在这种情况下,我们也见证了DDM的价值,它可以在初始订单中起到桥梁作用,直到有工具的部件准备就绪。
——设计迭代
有几个问题导致了多次设计迭代,包括原型设计过程中没有发现的设计错误以及客户或客户变更。AM在这里提供了价值,特别是当有很高的设计修改潜力的时候。
及时生产
DDM与需求保持步伐,而无需产生过量的数量。这里的主要优点是零库存和快速移动的敏捷性。AM供应商可以根据需要处理额外的部件的订单,通常比数量更快的转弯或注射成型。添加剂的好处可以随内部印刷解决方案而增加,因为它会削减运输时间和成本,纯粹部分价格自然下降。但符合案例符合额外的维护和人员生产的额外开销。
DDM的未来
添加剂行业正在进行令人兴奋的研究和创新,这将促进DDM的增长。这些创新出现在多个领域,从材料开发到混合添加剂技术与传统制造方法等制造方法的结合。然而,DDM首先必须克服两个主要障碍。
教育。下一代工程师将对加法过程和加法思维有一个基本的理解。我们有机会提供以设计为重点的课程,教授加法思维以及它如何适应产品开发价值链。
标准。有了标准,DDM在医疗、汽车和航空等受监管的行业有了更大的用途。由于系统参数的微小波动可能会影响部件的整体完整性,添加剂技术为单个和批量的数量带来了一组新的未知数。在3D打印过程的几个阶段都需要标准。首先在构建准备,零件方向,切片设置,刀具路径;然后在打印期间,其中环境因素和打印机状态可能是可变的;最后,在后处理阶段和支撑结构移除。
管理机构如FDA已经发布了增材制造设备的指南草案,UL已经发布了3D打印机制造商寻求行业特定合规的指南草案。IEEE提供了用于医学AM的Bio-CAD文件格式指南草案(IEEE P3333.2.5 5)。
添加剂技术
通过DDM应用程序的实践经验,我们发现了一些有用的东西,这个图表可以作为一个熟悉工具。但有各种不同的材料可以获得,所以要获得全面和详细的信息,还需要进一步探索,以匹配具体的应用。
立体刻度法(S1)-SL使用UV波长特异性激光来固化来自树脂的VAT的光聚合物。这可能导致最高分辨率和可用的详细部件之一。有极高的热偏转的SL树脂可用于模具或刀片的伟大候选者。许多SL部件不适合由于脆化而长期使用,这局限于原型设计。
PolyJet-Liquid光聚聚合物通过打印头喷射,然后用紫外光固化。各种材料的性能可以模拟热塑性塑料,但在严格的应用中,它们的力学性能并不匹配,特别是在考虑部分弯曲或振动的情况下。但它可以是伟大的快速模具或模具镶件,它是高度精确的组装或检查夹具。由于脆性,长期使用不理想。
熔融沉积建模(FDM)热塑性长丝在细层中挤出。对于特定功能和应用要求,存在各种工程级材料,因此它们已在受管制部门的直接组件中找到了作用。非常适合大零件。对于耐用的固定来说太棒了。通过自动化处理方案,缩放效率正在改进。经验丰富的转向快速原型。
多喷射熔合(MJF)粉末是利用喷射熔合剂和红外能量源逐层烧结而成的。MJF非常适合复杂的小部件。相对于其他工艺而言,在较高的产量下非常具有成本效益。这些部分完成良好时染黑,几乎像一个有纹理的注塑部分,孔后机加工有一个极其干净和光滑的完成能力,实现平滑滑配合。由于MJF是近各向同性的,因此它对于晶格结构和拓扑优化非常有用。
选择性激光烧结(SLS)是一种利用激光逐层烧结细粉的方法。存在着各种各样的塑料,其成分也是各向同性较多的一种。SLS通常用于非晶态设计,包括晶格结构或拓扑优化结构,当较小部件的成本效率相对较高的体积是一个目标时。
数字光处理(DLP)-DLP使用投影仪,将光聚焦到光敏树脂的浅浴中并固化部分层逐层。夹子(碳)是DLP上的较新变种,其包含氧抑制玻璃,其允许更快的加工速度。剪辑还提供独特的材料,可适用于生产应用。
直接金属激光烧结(DMLS)或选择性激光熔化(SLM) -DMLS和SLM使用激光束逐层烧结或熔化金属粉末。有各种各样的金属可用,包括铝、钢、钛和因科乃尔合金。这是一种冷床工艺,所以残余应力会发生在零件上,而这些零件大部分可以通过消除应力来消除。支撑结构由零件材料制成,必须经过多次数控加工才能拆卸。许多零件也将进行热处理以减少气孔和缺陷,如热等静压。这些激光粉末床工艺主要用于非常复杂和小批量的零件,不能用其他方法制造。
电子束熔化(EBM) -EBM与DMLS/SLM非常相似,除了它使用电子束逐层熔化零件。这台机器的材料包括钛、钴铬合金和一些钢。循证医学是一种热床过程,因此零件的残余应力不像激光系统那么突出。支撑结构由零件材料制成,必须经过多次数控加工才能拆卸。许多零件也将进行热处理以减少气孔和缺陷,如热等静压。通常在需要少量定制部件时使用EBM。
引用
布莱基特先生,D。,阿什克罗夫特,一,和海牙,R。,添加剂制造的拓扑优化,:第22届年度固体自由形式制造研讨会,PP348-362,2011
Bendsoe议员和Sigund,刘志强,拓扑优化中的材料插值方法,应用力学学报,69 (9),635-654,1999
提交:3D打印•添加剂制造•立体光刻那法兰•支撑•安装•支架那虚拟现实




告诉我们你的想法!