

There’s much debate among manufacturers, and sometimes among users, regarding the superiority (or lack thereof) of ball screws with ground threads over those with threads that are formed by rolling. Ground ball screws have traditionally beenthe高精度应用的选择,而滚动螺丝为通用工业和自动化应用提供了经济的解决方案。但是在过去的几十年中,制造技术已经发生了变化,滚动球螺钉不再是某些用户过去经历的“胡椒研磨机”设备。不管您最认同的“地面与滚动”辩论的哪一方,以下是在确定在机器或过程中使用哪种方法时要记住的三个事实。

The rolling process forces round screw stock through dies that form the threads by pushing material out of the way.
Image credit: Misumi Corporation
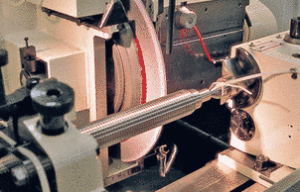
Grinding cuts away material in the screw stock in order to form threads.
Image credit: Misumi Corporation
DIN/ISO and JIS specifications distinguish between two types of ball screw accuracy: “P” (precision) and “T” (transport).
The lower the number, the better the accuracy, with precision classes ranging from P0 to P5 and transport classes from T5 to T9 (T10 for JIS). JIS specifications denote accuracy classes with the prefix “C” for precision and “Ct” for transport.
一个常见的误解是准确性类指定制造方法,但两者没有交织在一起。滚动的螺钉可以在P5甚至P3精度中制成,并且某些地面螺钉仅满足T精度要求。要理解的重要一点是,根据制造商的规格,是否线索错误, v300,积聚在螺钉的长度上。P精度类不允许积聚潜在客户误差,而T精度类则不允许。
Geometric tolerances are also specified by DIN/ISO and JIS standards.
对于接地球螺钉,使用相同的参考中心进行螺纹研磨和日志研磨,从而更容易最大程度地减少径向弹跳,并保持螺纹螺纹和最终期刊同心。
当通过滚动制造螺钉时,末端期刊是加工的,并在螺纹滚动后接地,因此保持同心和跳动更加困难。但是,如果将球螺钉制造为DIN/ISO或JIS标准,则不仅符合铅精度规格,而且还将符合几何规格,无论它是通过滚动还是通过磨削制造。
滚动和研磨过程产生不同的表面表面。
粗糙的表面饰面在球螺钉组件中是有问题的,因为它可能导致更高的摩擦和载荷球的磨损更多。
研磨过程会产生非常平滑的表面饰面,从理论上讲,滚动过程也是如此。但实际上,还必须抛光滚动的螺钉,以去除在滚动过程中形成的氧化层。因此,当考虑表面饰面时,比较不在地面和滚动表面之间。它实际上是在地面和滚动螺钉的抛光表面之间。抛光步骤的质量,而不是滚动过程决定了滚动螺钉的表面饰面质量。

Threads of a ground ball screw.
Image credit: Barnes Industries, Inc.

Threads of a rolled ball screw.
Image credit: Barnes Industries, Inc.
与大多数设计标准一样,关于使用哪种类型的球螺钉的决定归结为性能要求和成本。当需要低于P5的球螺钉精度时,需要接地螺钉,因为滚动过程无法产生这些准确性类别。但是对于P5,在某些情况下,P3的准确性,滚动和接地螺钉都可以满足所需的规格。对于准确的第7和9(按JIS标准),制造方法可以生产符合DIN/ISO或JIS标准的球螺钉。
功能图片来源:Thomson Industries,Inc。
Filed Under:Linear Motion Tips,Ball screws • lead screws,运动控制•电动机控制



