

加工?注塑成型?添加剂制造?金属板制造?工程师和产品设计人员有几种制造选择需要在设计和原型设计期间考虑制作零件的阶段。
加工和注塑成型具有常见的推荐设计实践,称为制造或可制造性(DFM)的设计,可以指导零件的设计,使其易于制造,使其能够更低的成本导致更好的产品。
DFM过程通过简化设计,优化它或改进它来工作。DFM考虑了所选制造过程的限制和能力。例如,设计者可以使用类似于3D打印的添加剂制造过程来原型设计。如果通过注射成型进行选择以产生部分的数量,则DFM将分析设计,以确保其符合注塑的强度和限制。
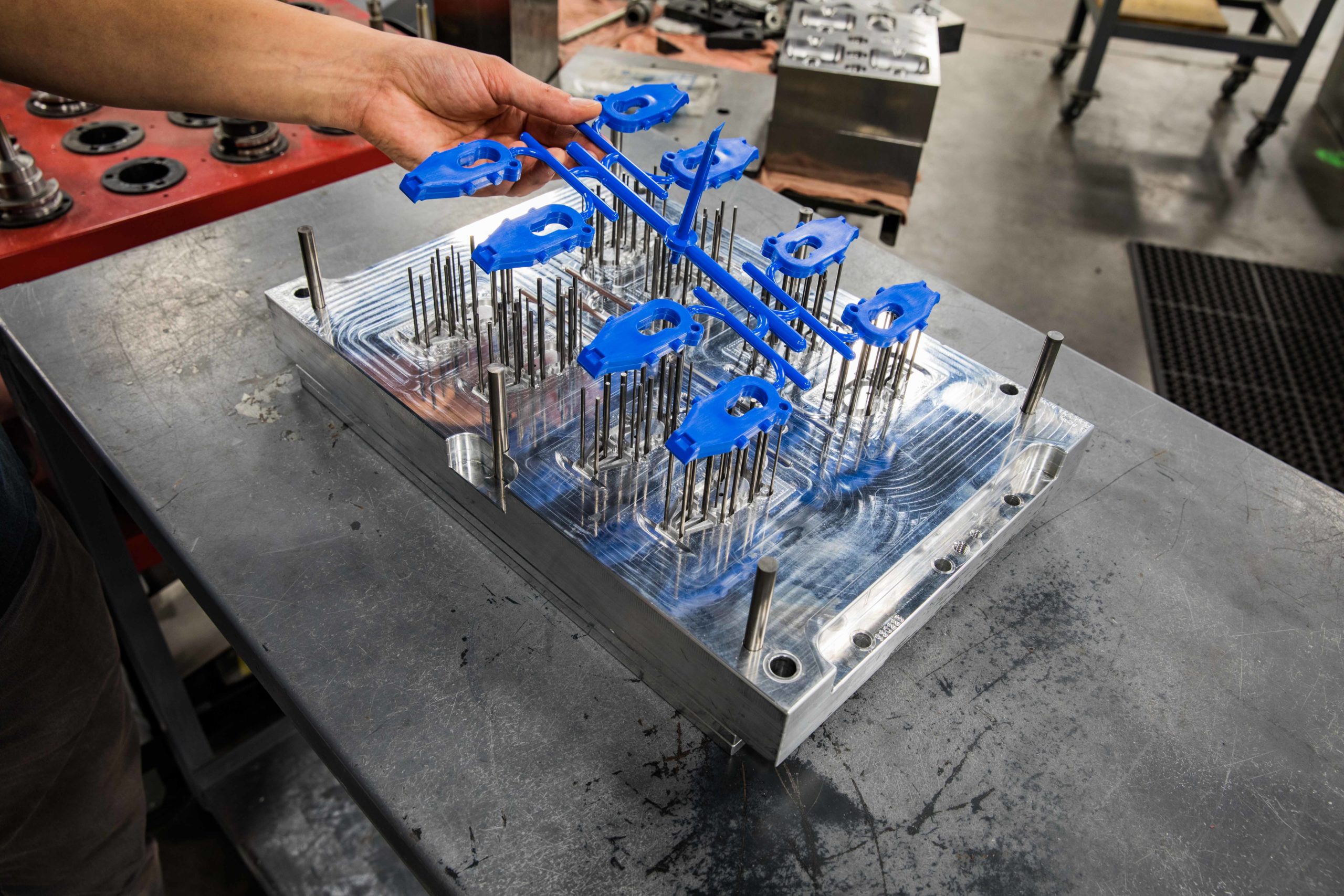
一个带有蓝色零件的模具通过顶出销出来。
例如,PROTOLABS的DFM程序将显示需要草稿的薄型和厚厚的墙壁横截面或区域的区域。DFM分析还可以指示是否需要新的半径来铣削模具,或者必须对客户几何形状进行的变化。它将展示面孔应该具有喷射器引脚,并且面部将有填充的门。如果纹理将添加到几何形状,DFM将指出风险区域,以便完成并提供客户信息,以讨论由于几何形状而从凸轮,拾取器或模具插入中添加成本。

这种设计立方体显示了在设计中考虑的墙壁厚度,草稿,半径,底切和其他功能。(Protolabs提供这些立方体用于设计使用。)
DFM建议和要求应用于部分的形状,从所选择的制造方法中产生良好的部件。超出建议风险,从贫困化妆品特征到申请部分失败,从贫困的化妆品特征都会出现一系列结果。例如,注塑部件中的厚区域将导致在零件内的外表面和空隙上的水槽。在一些激动的情况下,水槽实际上可以完全失败并在部分内部破裂,从而导致腔或口袋。水槽给出了一个糟糕的化妆品外观,并且通常可以使客户标记为“廉价塑料”。内部孔隙度是另一个问题,可以导致不具有固体横截面的部分的弱点和失效。
为了避免这种情况,设计人员可以通过将现有的几何形状上传到Protolabs引用软件中的注射成型来获得快速反馈 - 这包括该设计分析。几何形状将分析,分析将显示在注塑制造过程中失效,挑战或工作的区域。然后客户可以在提交之前更改几何体。

对于注塑成型,最好在设计过程中遵循一些简单的规则:
- 均匀的壁厚 - 改变几何形状,以消除太厚或太薄的异常横截面。注塑需要一种保持恒定壁厚的设计。
- 通风-垂直的壁,或模具开闭方向的壁应该是锥形的。
- 半径添加到模具的角落中,有助于树脂流过模具,最小化由尖角产生的内应力。随着树脂冷却到固体中,尖角也可以咬入零件。如果模具具有外部尖角,则将咬或粘在模压部分比垂直半径更牢固。这允许模制公司制造更好的部分,加上它们不必处理粘性或难以产生的零件。
- 底切 - 零件可以快速打印3D,而无需增加底切和陷阱功能。用于模制的零件可能需要增加用于为电源插头,USB端口等特征产生的拾取器或凸轮的摘要工具成本。使用供应商审查模具报价将帮助设计人员了解工具成本来自的,如果可以根据成型过程的几何优化可以减少它们。
其他常见的设计功能是:
- 模具开启和关闭方向上的零度射线。这将使难以创建产生良好零件的模具。树脂将严重地冷却并抓住垂直墙壁。如果模塑料能够弹出该部件,则存在垂直划痕的风险,引脚打孔应力标记,其中喷射器引脚必须更难地推动由于工艺而在部件中弹出部分和更高的内部应力。
- 厚壁部分可导致水槽和孔隙率,并且由于部件冷却而长时间冷却,一旦喷射就会冒着过多的翘曲。
- 薄壁部分的风险不会填充透亮的部分或部分,当它们应该是不透明的,或者在弹出部分时产生难度。由于高填充压力,该部件可能具有高内应力。
- 难以模塑几何形状,例如底切或捕获的体,通常需要昂贵的机制被添加到模具中或根本不能制造。从标准制造限制的自由度在转换为注射成型时可能存在问题。例如,3D打印技术上可以创建一个空心球,但如果没有正确设计,它可以捕获球体内的液体或粉末。注塑成型将需要部分模具以产生内球,另一个用于外球体。成型将需要至少2×半球形配合在一起以产生完整的球体。
每当零件从制造技术转移到另一部分(例如3D打印到注塑成型),建议审查或设计分析,以确保设计人员/工程师正在利用新技术,但由于先前的技术,不会增加不必要的成本。
Protolabs
www.protolabs.com
提交:快速制作零件那成型•注塑成型部件


