

去年秋天,Boom超音速公司的XB-1超音速演示机在丹佛的机库亮相,让回归超音速航空旅行的梦想更接近现实。虽然XB-1,以及该公司未来的Overture超音速客机,呼应了早期协和式飞机的形状(见边条),但XB-1为它的创造者提供了一个机会,探索比协和式飞机工程师所拥有的更先进的设计和制造技术。
在项目的早期,Boom超音速设计和工程团队知道3d打印部件已经在许多现有的飞机上飞行,开始考虑使用增材制造(AM)来生产一些最复杂的部件设计。
为什么是我?Boom工程师Byron Young说:“选择这种技术而不是其他技术的原因有很多。“使用3d打印材料有很大的设计灵活性。你也许可以通过制造多个部件并将它们焊接或螺栓连接在一起,或者使用复杂的碳纤维工具来达到类似的效果。但这需要大量的工程时间,通常也需要更多的制造时间。”
“工程师总是试图在工作中节省时间。在飞机设计中,很多时间和精力都花在了关节上,也就是部件之间的接口。通过直接为AM设计,我们可以减少零件和关节的数量,这也减少了时间和净工作量。零部件的整合可以大幅减少重量,这是飞机设计的首要任务。”
几何自由度带来了轻量级的好处
Boom的许多3d打印部件都与引导空气有关,包含复杂的叶片、管道和百叶窗。通过这些部分的一些空气超过了500华氏度。这些部件的几何复杂性要求采用基于表面的设计方法。Young说:“如果快速流动的空气接触到它,我们就会从效率和性能的角度来关注它的表面。”“在设计这些部件时,通常从气动轮廓开始,然后修剪、圆角和加厚表面,以创建固体部件本身。最终的零件很复杂,这意味着它们肯定需要通过AM来制造。”
VELO3 d应用工程师Gene Miller同意这种观点,并与Boom超音速设计工程师和Duncan Machine Products (DMP)密切合作,后者是负责印刷和后处理的供应链合作伙伴。“Boom专门为他们的新飞机设计了所有这些部件,”他说。“他们为引导流动而创造的独特几何形状,注重节省重量,这是钣金、铸造或其他任何方式都无法实现的。为了同时获得复杂设计和减轻重量的好处,唯一的选择就是使用金属AM。”
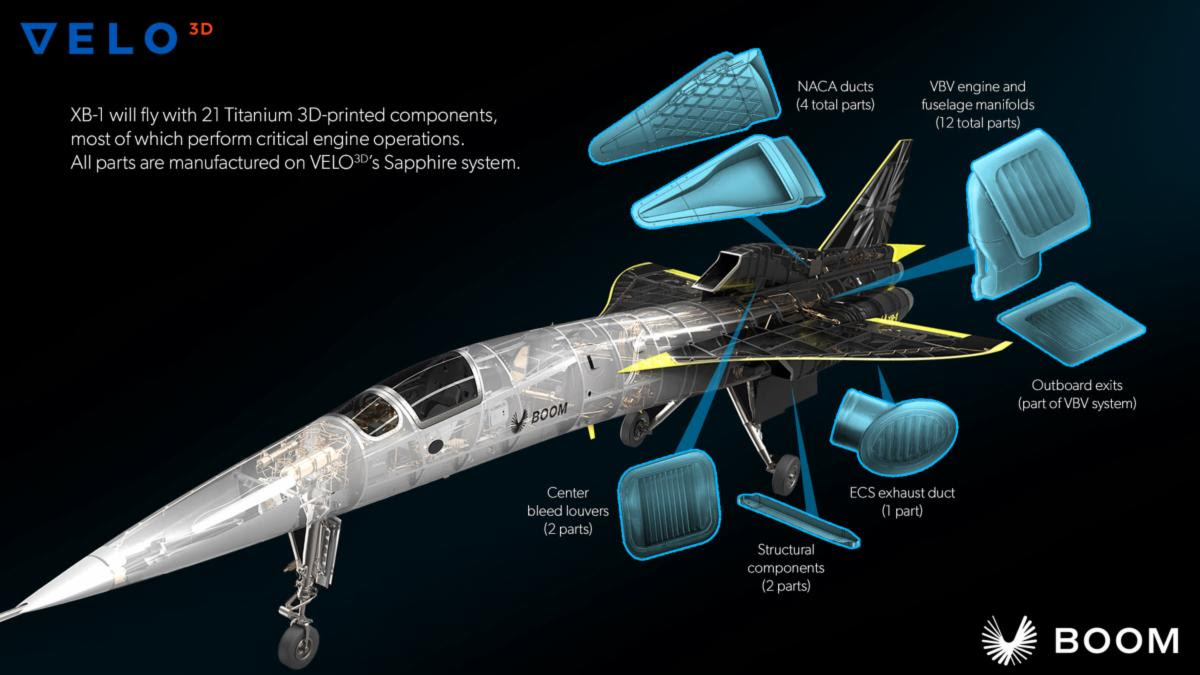
Boom超音速团队选择了Velo3D的激光粉末床熔合(LPBF)技术,在飞机的关键区域生产了大量的钛打印部件(其中许多部件有一个右版本和一个左版本)。这些包括可变旁通阀(VBV)系统的歧管,该系统将发动机压气机释放的空气输送到飞机的外模线(OML);用于冷却座舱和系统舱的环境控制系统(ECS)的出口百叶窗;将中心入口的二次排流导向OML的百叶窗;和NACA管道和两个转向器法兰部件。NACA管道经常用于高速飞机捕获外部空气,并将其引入飞机冷却发动机舱。所有零件都印在VELO上3 d蓝宝石系统。
在几乎所有情况下,Sapphire都能直接根据Boom的CAD数据打印零件,保留了最初的设计意图。“我们确实使用了我们系统的Flow预打印软件,在NACA管道的薄壁上添加了一些结构肋,”Miller说。“但在大多数情况下,其他组件都是按原样打印的,没有对设计做出任何妥协。”
杨说:“蓝宝石系统允许我们打印薄至20英寸(0.02英寸)的墙壁。在大多数情况下,表面光洁度不需要额外的加工。”
打印机的非接触式重放系统(它将每一层新的粉末金属分布在一起,由双激光熔合)使高纵横比(高宽比)成为可能,这是另一个优点。为了消除质量,中央进气道排气百叶上的叶片被印刷成中空的,部分设计为高纵横比(沿大跨度的非常薄的壁)。米勒说:“因为我们的技术能够在这种设计中打印出非常高的纵横比,我们不需要多余的材料来增加结构内部的强度,我们可以将导管叶片生长得很高,而不受重放器的干扰。”
钛是航空航天工程师的祸根
所有相关方都认为,该项目最大的挑战之一是使用Boom为3d打印部件选择的钛材料。DMP增材制造工程师Aaron Miller(与Gene无关)说:“使用钛的一个积极方面是材料在温度下的容许性。”“与铝或碳纤维相比,它在高温下的强度损失更小,而且强度重量比更高。”
但是,轻质、极耐热的钛——广泛用于航空航天工业的关键部件——也因其细腻和难以使用而闻名,无论它是如何制造的。如果钛冷却过快,它就会变脆,容易破裂。亚伦开玩笑说:“钛是机械师不喜欢的东西之一,仅次于工程师和铬镍铁(一种高温合金)。”
吉恩指出,钛部件可以通过传统的铸造制造,这有一个较慢的冷却速度,以防止开裂。但飞机硬件设计中极薄的壁几乎不可能铸造。他说:“这确实是使用3D打印这些部件背后的驱动力之一,因为我们可以打印大型、薄壁的钛型材,而不会出现铸件破裂时的高废品率。”
“这是一个全方位的学习过程,”吉恩承认。“Boom设计的部件系列对我们来说是全新的,真正推动了重量减轻和薄壁几何形状的发展,我们有很多东西要学习,比如用钛打印这些部件,以及从打印物理中期待什么。它将如何移动?它将如何移动?什么东西可以在没有支撑的情况下打印?哪些区域需要被支撑,以使结果是名义上的?”
这就是过程控制至关重要的地方。该团队开发了一种独特的专有AM工艺,可优化打印参数和序列,以生产坚固的钛部件。Gene解释说:“这减少了材料在Z方向构建时的内应力。”它减少了在冷却过程中形成的内应力,从而减少了破裂的可能性。
质量控制集成在整个构建过程中,从Flow预打印软件开始,通过Sapphire系统执行,并通过Assure的质量保证进行验证。预构建机器校准实现了一个单一的点击,自动检查关键变量,如激光对准,光束稳定性,粉末床质量,以及更多。进程内计量监视各种关键指标并标记这些异常。所有部分的全面构建报告被编译并保存以供将来参考。
后处理很容易
一旦布姆的钛部件被3D打印出来,它们就可以很容易地通过锯切或电火花线切割从构建板上切割下来。亚伦回忆说,DMP的机械师发现,与他们使用过的其他AM系统的零件相比,后处理相对简单。
他说:“在切掉构建板之后,除了移除最小的支撑外,我们在后期加工方面几乎没有什么可做的。”“在小缝隙或难以触及的地方,你不会有任何微小的支撑,因为SupportFree技术消除了这些需求。蓝宝石系统的部件几乎完成了,只需要用螺丝刀或磨床做一点手工工作。我们还用磨铣机挖出导孔(在更大的部件上连接),以确保它们的尺寸正确。这取决于零件,但每个零件可能只需要半个小时的加工时间,这不是什么大问题。”
当在加工过程中创建固定零件的夹具时,零件几何形状带来了额外的挑战。亚伦说:“飞机上几乎没有完全平坦或圆的表面,这使得它们很难抓住。”“但我们只是使用零件的CAD模型,快速设计和3D打印定制塑料夹具(在单独的FDM打印机上),它们是适当的方形或圆形,以便我们用加工工具抓取。”

零件完成后,直接在机器上测试了一个轮廓仪,注册约250 RA平均。Aaron说:“如果客户想要达到125 RA,使用蒸汽磨具只需要几分钟就可以实现。“到目前为止,Boom还没有要求我们对他们的零件进行表面处理;目前他们专注于几何形状和零件强度,但如果需要更光滑的表面,这很容易实现。”
成品零件经过热处理和/或HIP(热等静压)处理,以提高疲劳寿命。“这样做总是一个好主意,特别是当你的飞行部件可能在起飞和降落过程中循环加载时,”吉恩说。“超音速飞行带来了许多不同的现象和压力,通常你在传统航空旅行中看不到。”杨补充说:“施加的主要力量通常不是来自打破音障的压力负荷。在许多情况下,它是由飞机的整体结构弯曲引起的应变。当热膨胀系数不同的部件相互安装时,也会产生显著的应力(这包括碳复合材料和铝,除了钛)。将这些3D打印部件设计得非常薄和灵活,实际上可以缓解这些问题。”
尝试、学习和迭代
这三家公司齐心协力成功地为Boom超音速公司的XB-1超音速演示机生产3D打印零件,显然从他们的合作中学到了很多。Boom团队发现AM比他们想象的要复杂得多,但也能实现他们最初的设计意图。邓肯机器产品显著扩大了他们的3D打印专业知识,继续购买第三台蓝宝石机器。亚伦说:“由于我们在增材制造方面的能力,我们获得了很多新业务。”
和Boom超音速一起回到未来
该公司未来的SST Overture的商业飞行计划在2020年之前开始。数百条潜在航线已经确定,两家主要航空公司——维珍集团和日本航空——已经预定了30架客机。
Boom的Overture客机将采用碳复合材料机身,并正在探索使用安静高效的劳斯莱斯喷气发动机,这种发动机在超音速巡航时不使用加力燃烧器。
Boom超音速公司的XB-1是为序曲公司研制的三分之一规模的演示机,于今年10月推出,预计将于2021年开始飞行测试。全尺寸的序曲号将于2025年首次亮相,客运航班将在2020年之前开始。
了下:快速制造零件


