

激光熔化是更复杂的添加剂方法之一3D打印行业。用于医疗和航空航天应用,关键是部件适当熔化,以获得最佳的机械和性能性能。然而,确保熔化过程的质量一直是一个挑战。Concept Laser提供了一个工具,可以让你看到构建的内部情况,并为你提供改进和确保高质量构建所需的数据。
在添加剂激光熔化中,您需要监控许多因素,以确保机器可以提供质量构建。这些因素包括氧含量,温度,激光输出和粉末质量等因素。直到最近,甚至监测这些因素,你知道构建失败的唯一方式是在检查部分之后。但如果您可以在构建过程中获取有关潜在缺陷的信息,怎样呢?
这就是概念激光的QMMELTPOOL 3D功能的想法,下次迭代QMMELTPOOL。该工具用于定位相关的实时监控和三维可视化使用基于轴系统的原位过程监控系统。它可以在构建过程中获取有关缺陷的信息。
由于高扫描速度和显着的激光输出,概念激光器的延伸过程是一种高度动态的过程;它受到各种过程因素的影响。在挑战性领域,如医疗技术,汽车和航空航天,安全要求严格,需要高质量。QMMELTPOOL 3D实时提供高质量相关数据,以进行过程监控和文档。系统在建立组件时,系统记录熔池的位置相关特征(图3)。该数据可以在三维景观中可视化,并由用户分析。根据制造商的信息,分析工具与通过计算机断层扫描(CT)实现的高清分辨率相当。
使用qmmeltpool进行过程监控
QMmeltpool系统使用同轴传感器来检测熔炼过程中产生的红外辐射。同轴结构允许限制在一个小区域内,具有高的局部分辨率和快速的扫描速率(最高可达50 kHz,取决于探测器类型)。
该熔池监测识别两个特征参数:熔池区和熔融池强度。可以将这些参数分配给相应的过程错误。例如,低熔池强度可以表示激光输出不足或过高的扫描速度,即能量输入不足。
此外,熔池池区域的变化可以指示处理室内的氧含量的变化。零件几何形状也对该过程中的热条件具有影响,这意味着在要正确解释和分析的过程中,数据变化需要参考样本和高水平的过程理解。在2D熔池池监视中,信号作为每个组件的平均值和每层提供。此2D透视允许限制对本地化缺陷的解释。
qmmeltpool成为qmmeltpool 3d
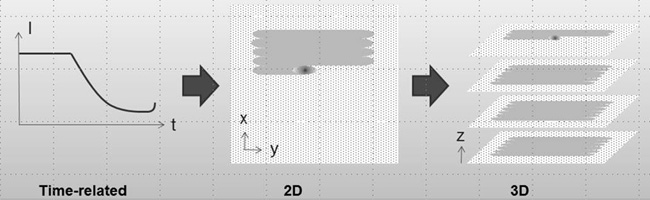
以前的时间相关的2D监测构建过程现在已经成为与位置相关的3-D景观。该系统另外提供与计算机断层扫描(CT)相当地提供相关信号与计算机断层扫描(CT)相当的位置相关信号。这些信号使得可以生成部分或其结构的3D数据集。
这样就创造了一个高度精确的3d景观。具体来说,这意味着要识别熔体池的特征特性。这些包括熔化池的面积和强度,可以使用两个探测器,一个摄像头和一个光电二极管,在位置和时间方面具有高分辨率水平。然后,将这些信号与激光的相应位置数据进行关联。
这个比较使得QMmeltpool 3D非常巧妙:熔体池信号,如熔体池面积和熔体池强度,可以在建造过程结束后直接在三维中可视化和评估。用户可以根据位置跟踪创建每个部件的过程。现在可以更好地检测和分析部件在构建过程中的局部效果。
用轴上的定位精度
这种新方法是基于将2-D检查扩展到三维空间,具有与熔融池值的坐标相关的数据获取。
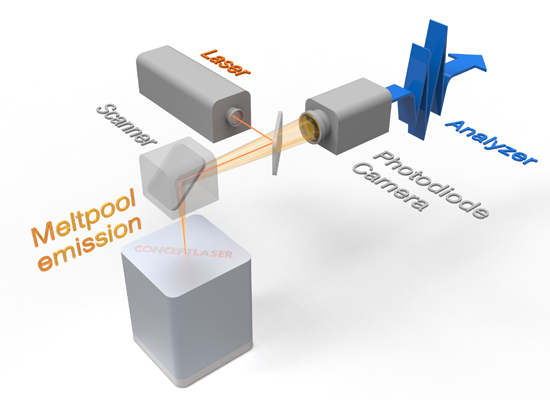
经典离轴检测的分辨率和检出率较低。例如,一个红外敏感摄像机位于构建室外的位置,即非原位(图2)。这种非原位方法的优点是,机器和摄像机系统的系统集成是直接的。离轴结构可以对整体的熔合和冷却行为进行说明。然而,不可能推导出关于熔体池的详细说明。
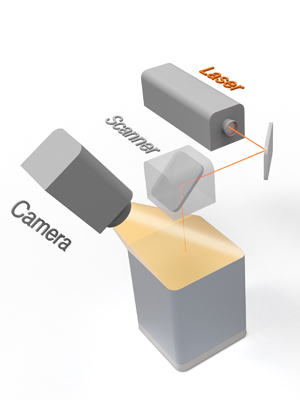
轴上/原位结构基于两个轴向排列的检测器(图1)。使用的探测器是相机和光电二极管,其使用与激光器相同的光学。这种同轴集成允许高坐标相关的3D分辨率为35μm。检测率由扫描速度产生。如果它是1,000 mm / s,则结果为100μm,即每个镜头覆盖的距离。在2,000 mm / s,该值为200μm。
概念激光指定相机的采样率为> 10千赫和50千赫光电二极管。同轴布置的优点是熔化池的辐射总是集中在探测器的一点上,并且帧的大小减少了,这样采样率也可以增加。因此,对熔池特性的详细分析是可能的。
激光熔化过程中可能的缺陷源
激光熔化期间发生的缺陷是由于极宽的影响因素范围:示例包括扫描速度或激光输出
(图4)例如,扫描速度过低或过高,由于能量输入过多或不足的影响,可能导致工艺缺陷。例如,注入粉末床的能量不足,会导致未熔化的粉末形成不规则形状的孔隙。

另一方面,如果能量输入太高,这可能会产生常规,圆孔在显微照片中显示的气体夹杂物。工艺气体流动,材料和许多其他因素也可以影响过程和部分质量。原位监测系统可以通过高分辨率和采样率(根据扫描速度为每0.1毫米)(每0.1毫米),实时检测工艺特征(图5 + 6)。因此,原位监测系统对早期阶段检测过程缺陷并将来避免它们的重大贡献。对于用户,这代表了用于优化该过程的工具。

可能性和限制
QMMELTPOOL 3D有助于最大限度地减少质量保证和利用时间效益所涉及的工作。Qmmeltpool 3D可以提供零件中的本地指示缺陷。结果,可以减少随后的检查和测试。此外,数据在构建过程之后可直接发布,导致在所花费的时间内节省。
Qmmeltpool 3D无法在构建过程中纠正缺陷。由于可能导致构建过程或组件本身缺陷的影响因素大量,以及该过程的高动态性质,开发自我纠正控制回路代表重大挑战。
前景
使用QMMELTPOOL 3D的三维可视化的实用附加值不仅仅是提供积极质量保证的原始方法。在生产和过程开发中,通过参数的迭代变化可以优化组件作业。支撑结构可以适应,并且最重要的是,该部件的设计可以以更有效和生产友好的方式构造。最后但并非最不重要的是,在材料的材料研究和验证中开辟了新的可能性。2016年,质量模块应提供适用于M1 CUSING和M2 CUSING机器。
![]()
提交:航空航天+防御那汽车那快速制作零件那医疗的那法兰•支撑•安装架•括号



