

一些先进的运动控制应用 - 特别是在半导体和医疗行业中 - 需要在飞行中改变目标位置。通常,对位置变化的需求从视觉测量系统检测到的某些位置误差产生。在这里,目标是让机器快速向最终目标移动;捕捉图片;计算所需的校正;然后以最大的速度达到新位置。

一台机器的整体产量取决于快速、平稳的运动和稳定的位置修正。这是在一些拾取和放置机器的情况下,视觉系统测量检查拾取对象的对齐,并确定机器必须做出的所有调整,以适当地移动对象。另一个应用实例是线键合应用,在这个应用中,视觉测量量化了机器轴需要多少校正才能到达焊接的适当位置。
现在,一种新的系统集成了视觉和控制功能,在某些情况下可以将任务速度提高30%以上。被称为艾尔摩飞愿景,控制功能让机器更新位置而不降低速度......但保持最大精度和稳定性。它适用于PCB钻孔,飞行探针,切割到长度任务以及需要快速定位校正的任何机器。跳跃后更多。
典型的例子:晶片处理应用
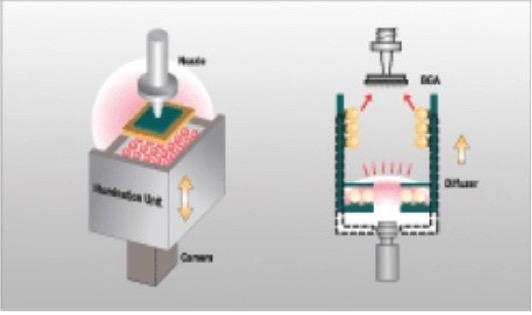
考虑一个应用程序,其中表面安装技术(SMT)机器同时驱动两个喇叭。SMT机器是半导体工业中的挑选设计,以将表面贴装设备放在印刷电路板上。在我们的示例中,两个龙门架在每个轴上都使用Elmo Gold Servo驱动器:
- 在基于mimo的龙门控制体系结构中,X1和X2作为主从对工作。
- Y作为一个二维同步机床坐标系统(MCS)与X1-X2龙门轴组成
- Z是垂直轴
- 为旋转轴(由微型伺服驱动)

系统中的所有十个驱动器都通过一个Elmo G-MAS多轴控制器通过EtherCAT运行。视觉组件连接到两个门架上,SMT的拾取和放置轨迹定期通过。轴必须以尽可能高的速度和精度运行,因此控制平稳地从不同的拾取和放置位置移动它们,在图像捕捉期间不停止。
当贴片部件到达相机位置上方时,它触发一个基于列表的位置输出比较—提供2×OC摄像头功能。第一个OC在图像捕捉之前启动LED闪光灯。第二个OC提示相机捕捉SMT旋转角度图像。接下来,上层主机或相机本身处理图像信息,在最终放置部件之前获得相关系统轴的旋转和X-Y偏移坐标。
主计算机可以通过以太网在运动期间向G-MAS发送最终坐标,因为它具有相对丰富的时间(从图像捕获的时刻捕获到SMT在SMT设置部分之前的几个线路上)来处理数据并发送最终偏移coordinates to the axes’ drives.
分布式控制速度响应
对于这些应用,Elmo的分布式龙门控制通过在龙门伺服驱动器之间适当的串行通信通道消除了过多的现场总线负载。它定义了一个轴作为龙门主站,它反过来跟踪从站,计算所有的MIMO控制律,并保持轴同步到驱动PWM水平。这种结构将G-MAS控制器从龙门- mimo控制算法操作中解放出来,并让控制器将X1-X2龙门驱动器视为网络层次上的单个x轴驱动器。控制器甚至将这个“单轴”与y轴组合在一起,以获得快速(和同步)的X-Y机器运动。
埃尔莫建议两种可能的机器设置。如前所述,我们的视觉辅助龙门的力量是高度同步的X-Y运动和选项压缩末端执行器通过一个摄像机站平滑的位置,速度,加速和减速轮廓。
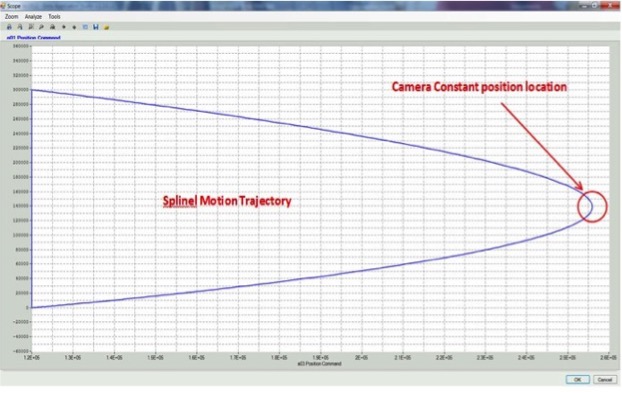
一个选项是使用二维样条运动。Elmo软件允许用户以几种不同的方式构建样条轨迹。有一种方法(最适合我们这里介绍的视觉辅助龙门)允许用户设置一个预定义的样条位置表,该表受速度向量、加速度-减速率和震动的限制。二维X-Y表样条然后使龙门末端执行器通过所有样条定义的位置,以最高的速度和精度。
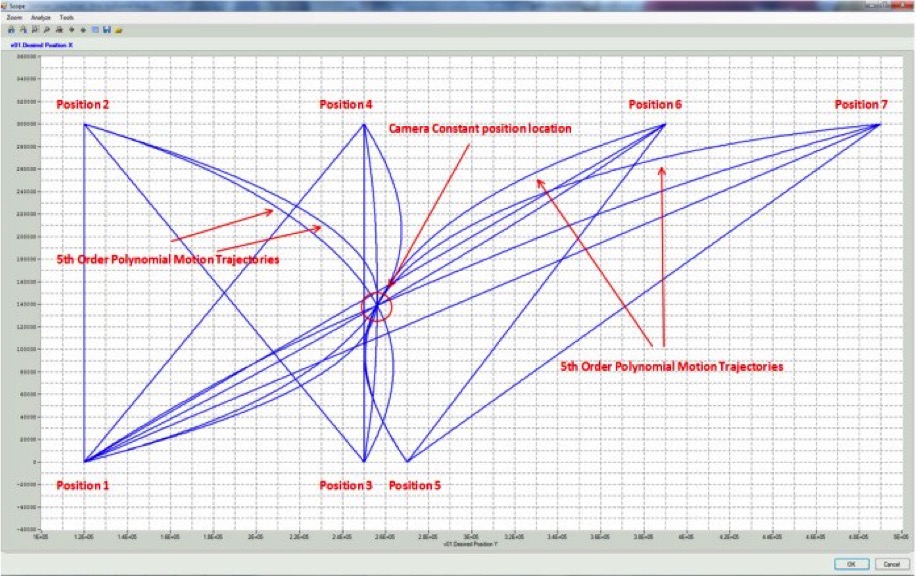
另一种选择是使用特殊的多项式函数块机制。这个G-MAS功能可以让工程师使用特殊的分段运动功能块构建同步运动轨迹。在此模式下,用户将辅助和最终位置点定义为整个运动轨迹的一部分。G-MAS轮廓仪使用多项式过渡轨迹通过辅助位置。这个功能使工程师更容易建立复杂的运动轨迹,定义位置和速度与平滑的加速度(和减速)和有限的挺升。
G-MAS上的“速度覆盖”功能可以作为等待时间的函数,沿着运动轨迹对机器进行加速和减速,直到从相机得到最终的X-Y和旋转坐标。这优化了每个取放周期的时间,以提高吞吐量。
另一个G-MAS特征是它可以叠加运动。控制器将虚拟轴链接到任意独立轴或分组轴。实轴轨迹和虚轴轨迹的叠加位置成为实轴轨迹的最终位置。因此,工程师可以在飞行中为任何轴添加偏移位置——即使机器通过运动功能块预定义的原始运动轨迹——而无需强迫任何减速。
两个表列OC函数触发相机闪光和图像捕捉,作为机器沿运动轨迹位置的函数。这使得摄像操作与g - mas提示的动作同步。
![]()
了下:运动控制技巧



