

蓝色激光是一个相对较新的添加剂制造领域,因此,确定最佳工艺参数的工作才刚刚开始。
作者:Jean-Michel Pelaprat,创始人兼首席营销和科学官,Mark Zediker,创始人兼董事长NUBURU公司。
2017年,第一台大功率工业蓝光激光器上市。它在焊接铜、铝和许多其他重要工业材料方面迅速证明了无与伦比的速度和质量。焊接反射金属所需的基本物理特性同样适用于添加剂制造。
持续的技术进步使蓝色激光器能够在铜、钢、铬镍铁合金和其他重要工业金属中以高材料密度快速生产出更接近净形状的零件。在粉末床和激光金属沉积工艺中,蓝色激光器相对于红外技术的优势使得添加剂制造在汽车、医疗、航空航天和其他应用中更具吸引力。
金属添加剂制造
附加制造/3D打印最初是一种快速生产原型零件以检查形状、配合和功能的方法。许多早期的3D打印机使用感光树脂来制作所需的零件。
这项技术已经成熟,可以为更广泛的材料提供多种不同的制造风格。对于金属的添加剂制造,有两种方法占主导地位:粉末床熔接(PBF),覆盖约95%的应用;激光金属沉积(LMD),通常用于较大的零件。尽管有替代的能量沉积方法,但激光是最灵活、最直接的机制。
在PBF中,在施加激光功率之前,将一层金属粉末均匀地铺在成型板上。激光光斑穿过工作区域,导致粉末熔化并在要制造零件的区域熔化。当目标区域的粉末在给定的层上熔化后,另一层粉末散布在零件上,当激光将新的原材料熔化到先前熔化的材料上时,该过程重复进行。PBF生产的零件的最大尺寸通常限制在50或60厘米左右。
较大的金属零件可以用LMD生产。在LMD中,激光束被定向到金属基板上,在那里它创造了一个熔化池。金属粉末在气体射流或短长度的线材原料被送入熔体池,熔合到其中并逐渐添加到部件中。LMD部件尺寸仅受基础设施范围的限制,即指导激光和原料的交付系统。
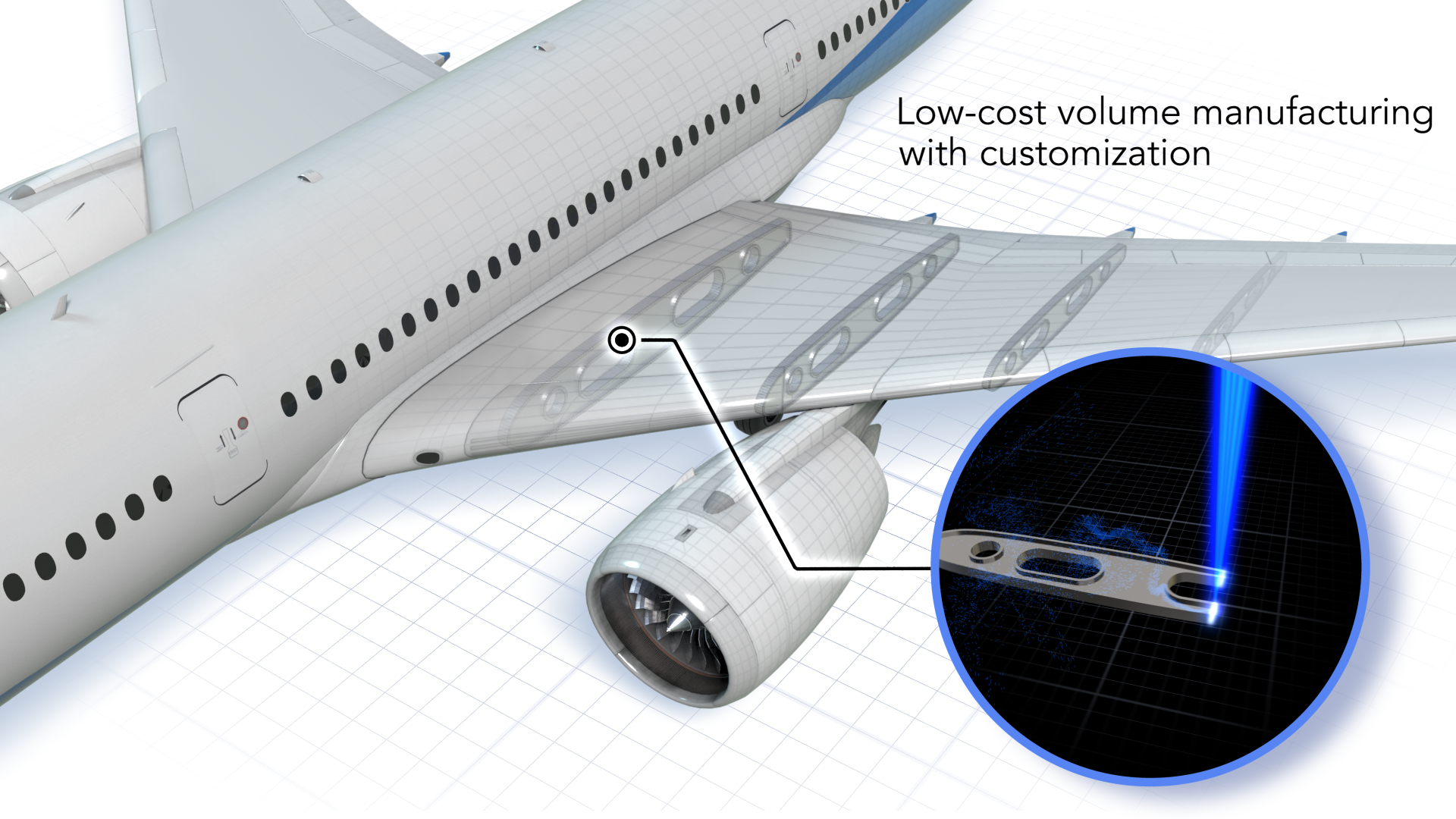
增材制造的增长有一个明显的三重逻辑。减少原料浪费;它用一个制造步骤代替了几个(通常昂贵的)装配操作;它简化了复杂操作支持的物流,将“供应链带到边缘”,如图1所示。然而,只有在制造部件的性能与传统方法生产的部件或总成的性能相匹配或超过的情况下,且成本具有竞争力时,增材制造的逻辑才适用。对于许多反光金属来说,红外激光无法达到这个目标。
蓝色激光已经证明,它比红外激光更适用于铜和其他工业关键金属的焊接,能够快速产生无缺陷的铜焊缝。这种能力建立在基础物理上:铜、铝、镍和其他反射金属吸收蓝光的能力比吸收其他波长的能力强。
制造“好”零件
零件质量的基本衡量标准就是尺寸与设计目标的匹配程度。同样重要的是:零件的机械强度必须满足设计要求。这些都是增材制造所面临的固有挑战。
为了按照设计尺寸进行制造,添加式制造通常需要必须机加工掉的支撑元件,并且材料的增量添加导致表面通常至少需要一定程度的研磨和抛光。目标是将这些后期制造操作减少到最低限度,即实现近净成形零件。
对于基于ir的增材制造来说,提供机械强度也是一个挑战,首先因为层添加过程本身固有地容易在成品中引入空隙,其次因为原料金属的熔合不良会降低内部粘合的保真度。与传统的红外增材制造相比,蓝色提供了一个“安静”的融合过程。蓝色激光器可以在传导模式下工作,而不是钥匙孔模式,这是反射材料红外处理的唯一选择。小孔红外过程使金属蒸发,产生缺陷,从而降低成品密度。红外处理也会产生金属微粒,需要昂贵的气体处理来去除它们。蓝色安静模式意味着可以通过一种更简单、成本更低的气体处理系统实现接近母材的高金属密度,如图2所示。

零件密度是衡量粘接过程效率的主要指标。一旦一个过程证明了达到一定的最大密度的能力,它可以调整,以创建网格结构,提供高强度重量比。当然,网格结构中的空隙必须是通过设计故意引入的,而不是作为一个糟糕控制过程的副作用。
蓝色激光器是添加剂制造领域的一个相对较新的进入者,因此,确定最佳工艺参数的工作才刚刚开始。即使在这个早期阶段,蓝色激光器也符合其焊接性能所设定的高期望值。如表1所示和下文所述(见侧栏:blue performance的构建块),blue laser以与现有IR技术相当或显著更快的速度生产零件,质量有所提高。但质量只是故事的一部分。任何新技术不仅必须证明其能力,还必须表明其准备好进入稳定和可靠性至关重要的制造环境。

稳定性和可靠性
虽然蓝色激光器在加性制造领域相对较新,但它得益于以前在工厂环境中的部署。蓝色激光器用于电池制造、消费电子产品生产和电动汽车制造中的焊接。从一开始,蓝色工业激光器就经过专门设计,具有在具有挑战性的生产环境中提供可靠、稳定运行所需的鲁棒性。
一般来说,激光器需要精确的内部光学对准,特别是NUBURU高亮度蓝色激光器,需要精确对准,但专有的设计和制造技术保持对齐,即使在不受控制的环境。例如,测量到的功率衰减小于0.4% / 1000小时的运行。此外,模块化设计(见图3)可以最大限度地减少模块更换时的停机时间,即插即用操作可以迅速将激光返回到所需的输出功率。

初步结果表明,蓝色激光在焊接方面的优势有效地转化为增材制造。即使没有全面的工艺优化,蓝色激光增材制造通常在定量和定性指标上都能达到或超过红外激光的性能。蓝色激光在制造环境中具有可靠服务的历史,因此,尽管它对增材制造来说相对较新,但其基础技术在许多行业的实际应用中已经成熟。这些特点结合起来,为蓝色激光增材制造的快速发展创造了一套成熟的环境。
蓝色的优势
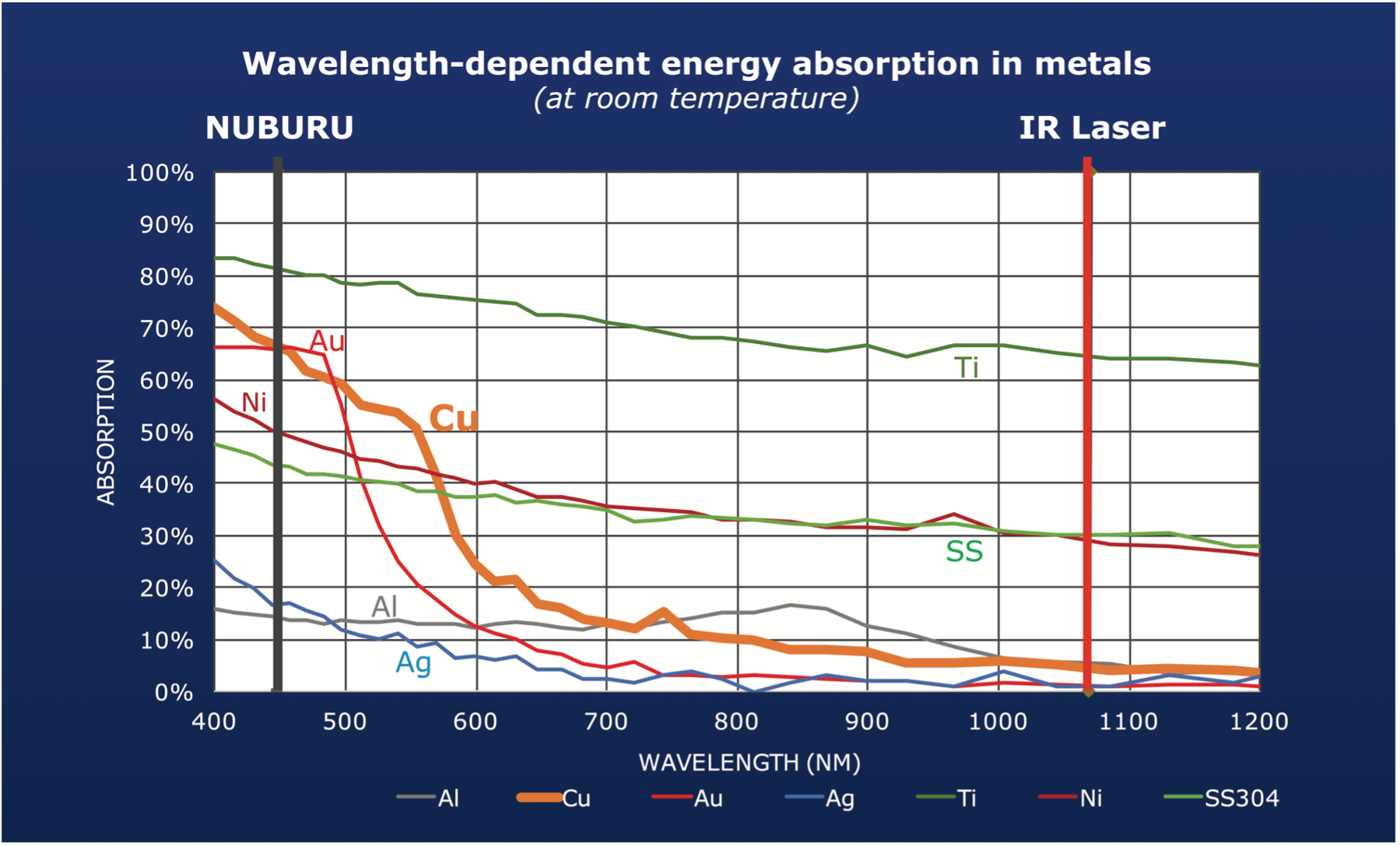
材料加工应用都是关于将能量从某些外部源转移到目标材料。当外部光源是激光时,能量转移的效率取决于激光的能量与目标材料的能量水平的匹配程度。光子携带的能量是光波长的函数,而目标材料的吸收是基于它的能级,能级取决于它的组成原子、它们的化学排列和材料的物理状态。
例如,如图4所示,铜只吸收大约5%的入射光,波长在1 μ m(一个常见的红外激光波长)左右。因此,与蓝光激光相比,红外激光焊接过程效率较低。当红外激光提供足够的能量熔化铜并开始焊接时,熔化的铜现在以更大的速率吸收入射红外激光的能量。结果是一个失控的过程,“额外的”能量——95%被反射的能量——现在被吸收了。额外的吸收导致金属的快速蒸发,引起小型爆炸,使铜颗粒飞起来,并留下孔洞。
蓝色激光与之形成鲜明对比。
铜吸收蓝光的能力是它吸收红外线的13倍多,而铜熔化时的吸收能力几乎相同。这允许宽的工艺窗口-大范围的激光功率设置和焊接速度,能够连接铜而不会产生粒子喷射或红外激光加工产生的空洞-导致3D打印零件密度超过打印时的95%,而红外激光达到80%。
如图5所示,铜焊接红外激光和蓝色激光的性能对比说明了蓝色激光的优势,但这并不是唯一的优势。同样的描述也适用于镍、铝和铬镍铁合金。蓝色不仅比红外线有优势,也比其他可见波长激光器有优势。例如,铜对蓝色的吸收效率比对绿色的吸收效率高20%。

基本的物理优势已经为各种行业带来了好处,包括能源储存、消费电子和电子移动,在这些行业中,工艺改进提高了生产效率和产品质量。现在,这一已被证明的优势正转向在添加剂制造中的应用。
蓝色表演的基石
蓝色激光的基本物理优势以及焊接与PBF和LMD工艺之间的相似性,使人们有理由期望蓝色激光在金属添加剂制造方面表现优异。但理论上的优势并不总是转化为现实世界中的性能,因此评估蓝色激光器在商业设备中的性能至关重要。NUBURU与一家添加剂制造公司合作,使用LMD对添加剂制造中常用的各种金属进行红外和蓝光测试。
钛合金重量轻、强度高、耐腐蚀,因此通常用于高价值零件。例如,Ti-64是一种非磁性钛/铝/钒合金,具有优异的耐腐蚀性、高强度重量比和良好的抗疲劳性。这些特性,以及从低温到800°F以上的有效温度范围,使其成为从飞机结构件到假肢关节等应用中的有用材料。对比使用红外和蓝色激光生产1英寸Ti-64块的结果表明,蓝色的成型速度比红外成型速度快25%以上,蓝色的净成型性能更好。此外,第三方测试表明,用蓝色生产的试块具有更高的密度和更高的硬度。
对纯铜(一种已被证明对现有的添加剂制造工艺具有顽固性的材料)的测试表明,蓝色激光以两倍于红外线的速度制造出一英寸的试块。如图6所示,blue还提供了净形状、表面质量的显著质量改进,以及第三方验证的密度和硬度改进。

这些初步测试证实了蓝色在速度和质量上的预期优势,但还有一个同等重要的附加参数:效率。对于增材制造,这可以方便地用制造效率度量来表示,这里用cm3/hr/W来衡量——本质上,是指你投入的功率可以得到多少零件体积。
了下:快速制造零件


