

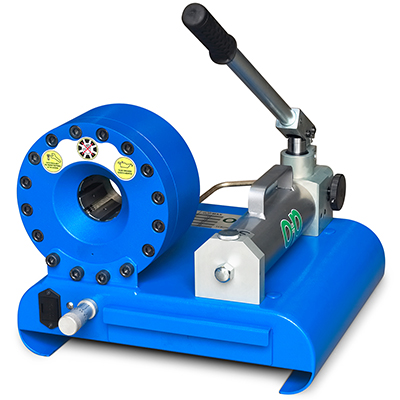
图1:手泵式卷曲器
流体动力世界特约编辑Josh Cosford在网络研讨会上发表了关于正确的软管装配指南的演讲。这篇文章分为8个部分。下面是本次网络研讨会的第七部分节选。
看看图1,你有一个相当经济的手泵式卷曲器。让我们看看模组,它们是必需的。在左下角你有一个千分尺,它可以根据你的模具来调整你的调整。

图2:半自动卷边机
稍微升级一下,我们有一个液压驱动的半自动卷曲机(图2)。你还需要调整一些设置,但它是全电动的,不需要手动泵送。
如果你是一个重型车间,你每天要做的就是液压软管,你就需要一个类似CMC卷曲器的东西(图3)。一切都是电脑编程的。如果你看下面,你可以看到所有不同类型的模组,需要安装不同类型的软管,不同尺寸的配件。软管的成品直径是非常特殊的,所以如果你想做软管的每一个直径,都需要一个完整的模具。

图3:CMC压接器
回头看图2,如果你看到黑头里面有8个小的模座。当你有8个它们的时候,做90°组件是很好的。你可以想象每个模具都有45度的空间。如果你有一个应用,你要做几十个或几百个,谁知道有多少个软管,你有一个与另一个垂直或90度,这个很容易排列。有些人有六次死亡。这种视觉效果很难想象。做90°,你必须把标记在机器上或什么不做,但我更喜欢这种风格在这里与8 die。
 在选择配件方面,他们差别很大。这将取决于你选择的软管,有多少电线,成品外径是什么,你使用的配件。如果你曾经在目录中寻找液压配件,特别是软管末端,有成千上万的选择。几乎任何管件和软管的组合都是可用的。如果你对做出正确的选择感到不舒服,一定要咨询当地的软管商店,他们会帮助你。
在选择配件方面,他们差别很大。这将取决于你选择的软管,有多少电线,成品外径是什么,你使用的配件。如果你曾经在目录中寻找液压配件,特别是软管末端,有成千上万的选择。几乎任何管件和软管的组合都是可用的。如果你对做出正确的选择感到不舒服,一定要咨询当地的软管商店,他们会帮助你。
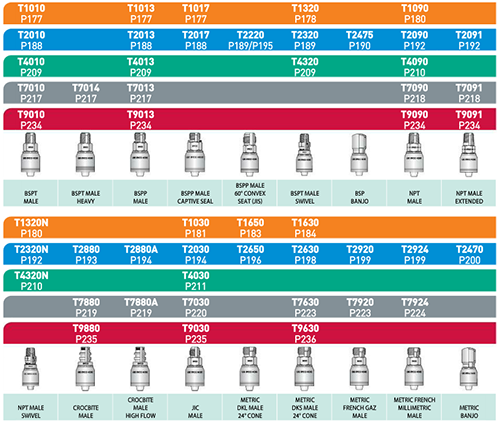
此外,每个目录将指定给你的配件类型,你将使用,他们将如何根据你使用的软管以及卷曲。一套配件可能用于1线或2线编织软管,但它们可能不适用于4线螺旋软管。这一页将是所有你需要的信息,当它涉及到实际卷曲你的软管。
目录中的示例页,描述了哪些配件适用于哪些软管以及它们应该如何卷曲。
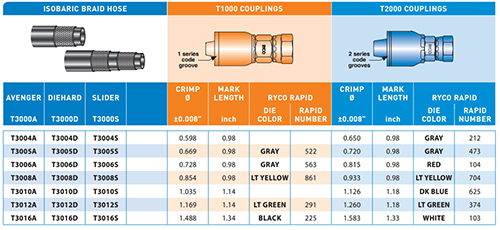
一旦你有你的软管,它是卷曲的,如果你看左边的例子图像,你会看到一个指定的卷曲直径的尺寸。公差是0.008英寸。在这种情况下,您将卷曲软管与您的机器上的设置。你将调整机器,使其最终卷曲直径,在这种情况下,我们将采取第一个,是0.598。如果你拿出卡钳来测量它,这就是你想要的测量结果。取决于你使用什么配件,取决于你使用什么软管,所有的卷曲规格将是不同的。只要确保测量准确;不猜。
卷曲规格很重要因为它不仅能确保你有一个安全的卷曲,你不会有一个软管配件在头几分钟或压力循环或其他什么,最可靠的卷曲是最准确的。而且,如果卷过头了,它可能会留在上面,但它也可能会吃掉肉和中间的辫子,不管怎样都会掉下来。你也要压碎软管的内径,限制水流。确保你有一个准确的卷曲,再次在这个例子中,指定在0.008英寸,这真的告诉你一个具体的卷曲应该是。
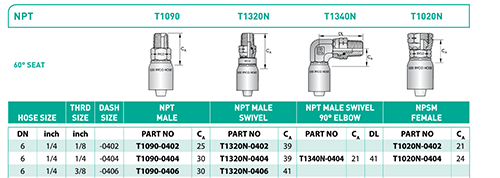
这些是一些MPT配件的例子。从左边开始,你有一个直的,直的旋转,90度旋转和女性旋转。你有无数的选择。
对于你的产品目录,当你做软管卷曲时,确保你尽可能接近这个数字。除此之外的任何地方都应该重新设计。只是不值得为8美元的试穿而浪费时间。重做一遍所花的时间,除了用正确的方法,没有任何意义。你用卡尺测量。你要做你的软管卷曲和测量正好穿过中心点,这是你最准确的方法。
现在一点交货:这是如果你是一个OEM或一个大公司,你需要考虑的细节当你会得到你的软管,多少你需要,你需要多久,任何特殊的标记或行信息。铺设线是您在液压软管上看到的描述中的压花部件编号。如果你是一家大型OEM公司,你想要一些转售业务,你可能会有软管组件,上面有你自己的标识号码,所以所有的转售销售都到你那里。你可以得到一些关于应用或温度之类的信息。
《华盛顿邮报》正确的软管装配指南,第7部分-压接第一次出现在软管组装技巧.
了下:软管组装技巧


